
Приемы кузнечного мастерства
Холодная рубка железа. На перерубаемой полосе делается мелом наметка и железо кладут на наковальню так, чтобы место с наметкой пришлось как раз по средине наковальни. Левой рукой придерживают железо, а правой - строго под прямым углом - наставляют на наметку зубило. По зубилу должен бить кувалдой другой человек - молотобоец (вообще большинство кузнечных работ одним человеком выполнено быть не может, и в помощь кузнецу, обычно, берется человек, обладающий большой физической силой - молотобоец). Когда зарубка достигнет достаточной глубины, железо поворачивают другой стороной и проделывают то же самое. Тонкое полосовое железо нарубается таким образом с двух сторон, а толстое или круглое - со всех сторон. Затем железо подвигают к краю наковальни или кладут на ее носок так, чтобы зарубка была как раз у края наковальни и, придерживая ту часть, которая лежит на наковальне, бьют кувалдой по свешивающемуся концу; если железо было надрублено достаточно, то оно легко переломится.
Горячая рубка значительно легче, чем холодная; приемы рубки остаются теми же, но чаще применяют совместное действие обычного зубила и зубила - нижняка.
Пробивка дыр бородками. В тонком железе дыры могут пробиваться и в холодном его состоянии при помощи обычного слесарного бородка (рис. 84). Пробивка производится в два приема: сперва дают по бородку легкий удар, положив пробиваемое железо на деревяшку, а когда после этого удара на противоположной стороне образуется выпуклость, то под это место подкладывают так наз. матрицу - кусок толстого железа с сквозной дыркой большого диаметра; бородок наставляется снова и сильным ударом кувалды пробивается отверстие. Затем железо переворачивают на другую сторону и несколькими ударами ручника сминают образовавшиеся там заусенцы. Если нужно, дыру можно еще прочистить тем же бородком, но с другой стороны. Пробивка дыр в раскаленном железе производится также, но только при помощи кузнечного бородка, снабженного так же, как и молоток, ручкой.

Рис. 84. Слесарные бородки
Ковка железа. Ковать железо надо всегда при белом накале и частыми ударами молотка. Если при ковке железо остынет до красного цвета, то надо прекратить ковку и опять нагреть железо добела.
При этом надо, однако, стараться не повторять нагревания слишком часто и много раз, т. к. от этого железо постепенно теряет свою ковкость.
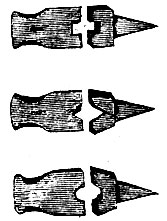
Рис. 85. Обдавки с нижняками
Во время ковки работающий должен стоять между горном и наковальней, т. к. нужно одновременно наблюдать за огнем в горне и поддерживать его и следить за тем, чтобы нагреваемое железо лежало в горне именно в том месте, где больше жару и где оно, таким образом, скорее достигнет желаемой степени накала.
Как только этот момент наступит, следует клещами, находящимися в левой руке, вынуть железо из горна, положить на наковальню, а ручником, находящимся в правой руке, ударять по железу, пока оно не приобретет желаемой формы. Когда работу невозможно выполнить одним ручником, то кузнецу помогают молотобойцы, которые ударяют кувалдами по тому месту, которое кузнец указывает своим ручником. Сила ударов указывается также сильными или слабыми ударами ручника, и, наконец, особым ударом того же ручника дается знак окончания работы.
Некоторые приемы ковки. Вытягивание. При вытягивании в простейшем случае требуется только удлинить железный кусок, за счет уменьшения его толщины, но форма куска должна остаться неизменной. Так, круглое железо должно остаться круглым, квадратное - квадратным и т. д. ф Для вытягивания раскаленную полосу бьют молотом сперва по одной грани, отчего полоса несколько расплющится, затем поворачивают раздавшимся местом и бьют в направлении перпендикулярном первоначальному, отчего кусок примет свою прежнюю форму. При этом он станет несколько тоньше, раздавшись зато в длину. После целого ряда применений этого приема можно достигнуть желаемого удлинения и утончения полосы. Обработка подбойками и обдавками позволяет выровнять последние неровности, оставшиеся на штуке, отчего она становится совершенно одинаковой ширины и толщины по всей длине. При вытяжке, конечно, возможно и изменить форму и фасон железа, например: ударяя сильнее по одной из граней, можно из квадратного железа выковать штуку полосного, или из квадратного же - круглый стержень, а из круглого - квадратный.
Высаживание. Высаживанием или посаживанием называется местное утолщение железного предмета, например, прута на концах или где - либо в середине. Обрабатываемый кусок железа при этом соответственно укорачивается.
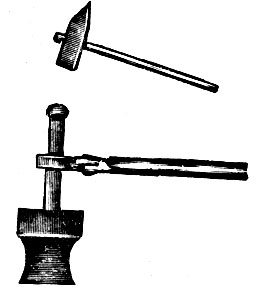
Рис. 86. Высаживание
Если требуется высадить конец железного бруска, то этот конец добела раскаляется, брусок захватывается клещами по средине и ставится противоположным, холодным концом на наковальню, а по раскаленному концу бьют ручником или кувалдой. Удары при этом должны быть легкие, но частые. Можно поступить при той же работе и иначе: полосу упирают в наковальню раскаленным концом, а бьют по холодному концу. Это зависит от выработавшейся у кузнеца сноровки. Высаженная часть потом прямо на наковальне или в соответствующей обдавке оправляется до нужной формы и размера.
Если высадку требуется сделать где - либо в середине полосы, то нагревают это среднее место, поочередно охлаждая опусканием в воду соседние с нагревом места. Высадку производят, упирая брусок вертикально на наковальню и ударяя по торцу. Выправка образовавшегося по средине утолщения производится точно также, как и в первом случае.
Само собой понятно, что если требуется утончить полосу в каком - либо месте, то это производится путем аналогичного раскаливания этого места и обработки молотком или кувалдой, но путем ударов не по торцу, а сбоку, с той или другой грани железного бруска.
Сварка железа. Сварить железо - значит сковать два куска его один с другим так, чтобы они составили одно сплошное целое и не видно было бы даже места их соединения.
Для этого оба свариваемые куска осаживают, т. - е. утолщают; делается это путем нагрева до желто - белого цвета и удара молотом. Силу удара определить точно нельзя - ее надо сообразовывать с толщиной обрабатываемого куска железа - чем толще железо, тем сильнее должен быть удар и обратно. Осадив таким образом оба конца, предназначенные к сварке, их сковывают на - нет, и когда они остынут до ровного тепла, то одновременно кладут их в горн, следя за тем, чтобы они нагревались равномерно. Когда они нагреются до белого цвета, то усиливают дутье ускорением движения меха и посыпают свариваемые места сварочным песком, часто их поворачивая.
Сварочный песок состоит из сухой глины, мелкого светлого речного песка и стекла (толченого) или буры. Песок, расплавившись, покрывает нагреваемые части "флюсом" - стекловидной массой, которая предохраняет их не только от окисления соприкасающимся воздухом, но и освобождает свариваемые части от окалины и железной окиси. Когда железо начнет отбрасывать от себя искры, еще более усиливают дутье и еще чаще продолжают переворачивать куски железа, посыпая их все время песком. В это время нужно очень тщательно следить за изменением внешнего вида железа, и как только оно покроется ровной слизью, как бы маслом, нужно тотчас же оба куска вынуть и стряхнуть с них нагар. Сложив куски вместе, как можно аккуратнее, сваривают их легкими, но частыми ударами молотков до тех пор, пока не загладятся следы сварки. Если при этом железо успеет остыть до красного цвета и следы сварки еще не совсем уничтожились, то надо опять нагреть все до белого цвета и опять сковывать. Этого следует, однако, избегать, стараясь сваривать с одного нагрева.
Чтобы сварка происходила удачно, надо подбирать куски железа одинаковые по своим качествам, так как чем хуже сорт железа, тем скорее оно доходит добелого накала, и становится очень трудно подогнать их накал так, чтобы оба куска нагрелись достаточно в одно и то же время. Вообще следует принять за правило, что для сварки должно применяться только самое лучшее железо.
Описанный способ сварки приложим только к сравнительно тонким кускам железа; при более толстых же кусках вводятся в работу некоторые дополнительные манипуляции: осадив оба конца, нужно еще сделать в одном из них клиновидное углубление, а другой - сковать на соответствующий клин (рис. 87). В горн оба куска кладутся один против другого. Когда оба куска дойдут до белого накала, то, не вынимая их из горна, вкладывают клин в углубление другого конца и придерживая один кусок, ударяют по другому несколько раз молотком. Вынув железо из огня, поступают таким же образом, как и в первом случае. Сваренным кускам дают остыть постепенно, ни в коем случае не прибегая к искусственному охлаждению в воде.
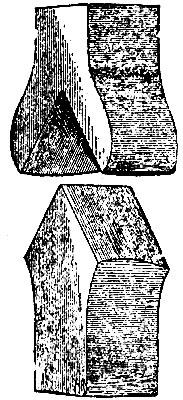
Рис. 87. Осадив оба конца, нужно еще сделать в одном из них клиновидное углубление, а другой - сковать на соответствующий клин
Перечисленные приемы работ являются почти исчерпывающими по отношению к обработке железа, а потому мы перейдем теперь к описанию работ со сталью.
Ковка стали. Сталь куется значительно труднее, чем железо. При слишком сильном нагреве сталь дает под ударами молота трещины или дробится, при буром калении она только уплотняется. Надо избегать большого числа нагревов стали, ибо она мало - по - малу при нагревах теряет свою способность закаливаться, или, как говорят, пережигается. Нагрев стали должен быть возможно более равномерным; равномерной по всей длине обрабатываемого предмета должна быть и проковка.
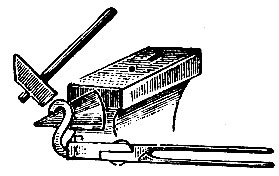
Рис. 88. Пример отковки крюка
Ковка тонких стальных вещей производится так: оттягивают сталь молотком с округленной поверхностью, а начисто отделывают молотком с почти плоским лицом. Каждый следующий нагрев должен быть все слабее и слабее.
Способ отковки зависит от формы отковываемых вещей. Если вещи тонкие и не во всех частях одинаковой толщины, то их сначала оттягивают, повертывая то плашмя, то на ребро. Но как только сталь достаточно оттянута, по ребрам бить перестают и доканчивают вещь ударами по плоским сторонам. В особенности, если от вещи требуется гибкость и упругость, то необходимо ковать только по плоским сторонам и никак не бить по ребрам и не заправлять молотком неровности на них, а образовавшиеся на ребрах извилины надо спилить или срубить острым зубилом.
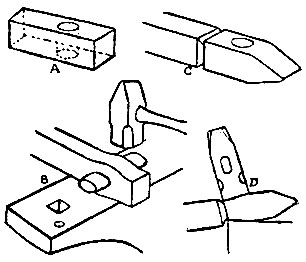
Рис. 89. Последовательные стадии отковки молота
Править вещи должно тщательно и осторожно, с одного конца до другого, при чем молотком надо бить так, чтобы второй удар захватил половину того места, на которое пришелся первый удар, и т. д., до конца. Затем, вещь перевернуть на наковальне и также пробить молотком другой ее бок. Вещь только тогда будет хорошо откована, когда пробита молотком одинаково с обеих сторон.
Каждая вещь, плохо выправленная при отковке, будет с браком, потому что то, что не выправили горячим, холодным способом выправить хорошо не удастся.
Последние нагревы делаются наиболее слабыми, но никак не следует ковать сталь, когда она совсем почти остыла, т. к. она после этого часто дает трещины при закалке.
Сварка стали. Сталь сваривается теми же способами, что и железо, но только здесь все манипуляции требуют значительно большего навыка и вся работа должна быть проделана очень быстро. Малейшая потеря времени, малейший перегрев - и сталь перегорит и станет никуда негодной.
В качестве "флюса" для варки стали надо брать не песок, а смесь из равных весовых частей соли, селитры и буры или же смесь из 6 весовых частей нашатыря и 1 ½ частей буры. Сварка должна быть закончена обязательно с одного нагрева.
Сварить сталь с железом еще труднее - сталь при нагревании скорее доходит до белого накала, чем железо, и главная задача сводится к тому, чтобы довести и сталь и железо до нужного для сваривания состояния одновременно.
Чтобы наварить сталь на какую - либо железную вещь, напр., на топор, лезвие его осаживают до толщины около 1 % сантиметра; затем берут стальной брусок длиной в лезвие топора. Нагрев его докрасна, одну сторону нарезают крестиками и начинают сварку. Топор кладут лезвием к фурме, а сталь - несколько поодаль. Когда топор начнет доходить до белого каления, к фурме пододвигают и сталь, стараясь, чтобы они одновременно дошли до белого накала - "вара", как называют это состояние кузнецы. Как только они покроются ровной слизью, куски вынимают, отряхают гарь, ставят топор обухом на наковальню, накладывают стальной брусок на лезвие топора и сваривают их. Когда сварка закончена, накаливают все опять до красного цвета и отковывают стальное лезвие.
Отжиг (отпуск). Отковав какой - либо стальной предмет, прежде чем приступить к его окончательной отделке, необходимо отжечь или отпустить его, т. - е., нагрев до темно - красного каления, дать свободно охладиться.
Делается это с целью сделать металл более мягким и способным подвергаться обработке напильником.
Закалка и отпуск. После окончательной обработки предмета, а для изделий более грубых непосредственно после ковки, сталь подвергают операции закалки и отпуска, чтобы получить от нее нужную степень твердости. Для закалки предмет нагревают до светло - красного каления, при так наз. немецкой или цементной стали, и до вишнево - красного - при литой стали. Лучше, если нагрев будет чуть не доведен до указанных пределов. Нагревание должно быть проведено постепенно и равномерно. Нагретый предмет захватывают клещами и быстро погружают в несколько наклонном положении в ведро с водой, вращая его при этом вдоль продольной оси. (Этим взбалтывается вода и достигается некоторая равномерность в ее температуре). В воде закаливаемый предмет держат до его полного охлаждения.
Закалка посредством охлаждения в воде применяется весьма широко и получается весьма сильной и равномерной. Среднюю степень твердости стали можно придать закалкой не в воде, а в масле или сале. Еще более легкая закалка получается при охлаждении изделия в слабом мыльном растворе.
Доведя закалкой твердость стального изделия до очень большой степени, нужный предел устанавливают уже посредством отпуска. Сталь только закаленная (по крайней мере, в воде) и не отпущенная, настолько тверда и хрупка, что не годится почти ни для какой цели. Отпускание производить значительно легче, чем предыдущие работы и главное, что при его выполнении уже можно пользоваться некоторыми указаниями, а не производить всю работу вслепую, руководствуясь только "чутьем", выработавшимся вследствие продолжительного опыта.
Указания эти сводятся к следующему: дело в том, что если закаленный описанным ранее способом предмет очистить на точиле с наружной поверхности и подвергнуть новому нагреванию, то, по мере повышения степени его нагрева, на поверхности предмета появляются так называемые "побежалые" цвета, которые сменяются одни другими, всегда в одном и том же порядке и каждый оттенок этих побежалых цветов соответствует известной определенной температуре. Появляются эти побежалые цвета в таком порядке: при 221 градусе по Цельсию - палевый цвет, при 228 - желтый, при 235 - оранжевый, при 250 - красный, при 280 - фиолетовый, при 290 - синий, при 334 - голубой, от 360 до 500 - снова палевый цвет.
По мере своего нагрева, сопровождающегося указанной сменой побежалых цветов, сталь мало - по - малу теряет приобретенную при закалке твердость и, наконец, превращается в металл, столь же мягкий, как железо. При отпуске стали нужно поэтому лишь внимательно следить за появлением побежалых цветов и остановить нагрев на такой окраске, которая соответствует требующейся нам твердости стали.
При отпуске инструментов, от которых требуется обычно большая твердость, в частности для всех инструментов, служащих для обработки металлов, нагрев при отпуске должен производиться не далее одного из трех первых перечисленных цветов. Только если эти инструменты изготовляются из литой стали, можно производить отпуск до оранжевого или красного оттенков. Деревообделочные инструменты отпускаются до красного или фиолетового оттенков. Для всех предметов, где нужна не твердость, а гибкость и упругость, отпуск производится до синего или голубого оттенков. Отпуск производится нагреванием предметов не непосредственно на огне, а в коробке с насыпанным в ней слоем песка, сантиметра в 1 ½ толщиной. Через слой песка нагревание, а следовательно, и отпуск происходят чрезвычайно равномерно. Надо только часто переворачивать на песке отпускаемые предметы и не пропустить появления нужного цвета, которые сменяются очень быстро. Если отдельные части одного и того же предмета должны быть отпущены не одинаково, то предмет соответственно этому кладут так, чтобы и нагревание его происходило неравномерно. Если предмет состоит из более тонких отдельных частей, то следует иметь в виду, что эти последние прогреваются скорее и их каким - либо образом необходимо предохранить от этого, стараясь, чтобы отпуск происходил равномерно во всех частях.
Как только на поверхности предмета появляется нужный оттенок побежалого цвета, следует немедленно снять предмет с песчаной бани и охладить погружением в холодную воду
Закалка железа. Железо нельзя закалить подобно стали, накалив его и затем охладив в воде. Однако, многие железные вещи все же закаливают, хотя эта закалка не проникает во всю их толщину.
Сравнительно мелкие вещи, как, например, винты, удила, ключи для замков, дверные пробои и т. п. предметы, которые без закалки скоро стираются, можно закаливать следующим образом: берут 12 частей жженого и нетолченого в порошок копыта, 6 частей кожи из обрезков старых негодных вещей, также пережженной и растертой в порошок, 3 части толченого стекла, просеянного сквозь сито, и одну часть желтого кали.
Закаливаемые вещи пересыпают этим порошком, укладывают в железные коробки, плотно их закрывают и обмазывают глиной. Коробки эти с вещами нагревают до светло - красного каления от одного до нескольких часов, смотря по величине закаливаемых вещей и силе жара. Нагретые таким образом вещи затем быстро высыпают в холодную воду, в которой они и закаливаются. Закаленный слой бывает при этом очень тонок и потому после такой закалки отпускать вещи не требуется.
Если требуется сделать твердой поверхность большой железной вещи, то ее нагревают докрасна, обсыпают густым слоем порошка желтого кали (продается в москательных лавках), нагревают и поворачивают все время таким образом, чтобы вся вещь облилась расплавленным кали. Затем опускают в холодную воду.
Топоры, зубила и вообще все те инструменты, у которых должна быть закалена только режущая часть, нагреваются целиком, а в воду опускается только лезвие. Когда лезвие остынет, а остальная часть еще красна, закаленную часть быстро очищают от окалины и смотрят до появления нужного цвета; как только цвет дойдет до лезвия, - вещь опускают в воду.
Надо, однако, отметить, что последний способ, хотя он и употребляется довольно часто, не дает особенно хороших результатов; поверхность предмета в этом случае никаких побежалых цветов не дает, вторичное погружение предмета в воду производится по "наитию", а потому успех, если и будет достигнут, то также в значительной мере случайно.
Подковы. Изготовление подков является, как известно, одним из самых распространенных занятий кузнеца, так как штампованные подковы фабричного производства еще далеко не проникли в наши "медвежьи уголки".
Общий ход работ по выделке подковы таков. Берут подходящую по ширине и толщине железную полосу, отрубают от нее кусок, равный по длине развернутой подкове с задними добавками (шипами) и, нагрев кусок до белого каления, проковывают на наковальне по всей длине для "уплотнения" металла. После этого пробивают дыры для гвоздей и переднего шипа, сгибают подкову на роге наковальни и вновь нагревают в горне, после чего загибают задние шипы и приваривают передний шип. Желательно проделать все эти работы не более, чем в два нагрева.
При прикреплении подковы к копыту лошади нужно внимательно следить, чтобы подкова точно облегала бы это копыто (была сделана по мерке), не была бы слишком тяжела или легка и чтобы гвозди проходили в роговую часть копыта, не задевая мягких частей ноги. При несоблюдении этих правил, можно совершенно испортить ногу лошади.
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"