
Слесарные инструменты
Слесарные работы сосредоточиваются на специальном слесарном верстаке, который представляет собой массивный столе ящиками и шкафчиком для инструментов, с железной доской сверху и с привинченными к нему тисками.
Железная доска должна иметь на своей поверхности несколько отверстий квадратного и круглого сечения; что же касается тисков, то они бывают различных конструкций. Наиболее употребительные тиски изображены на рис. 90; они состоят из двух массивных щек, могущих сдвигаться и раздвигаться при помощи винта с червячной передачей. Назначение этих щек - удерживать предмет в неподвижном положении во время обработки. Сзади у тисков имеется или приспособление для привинчивания их к столу зажимным приспособлением, или же имеются отверстия, через которые они привинчиваются обычными винтами.
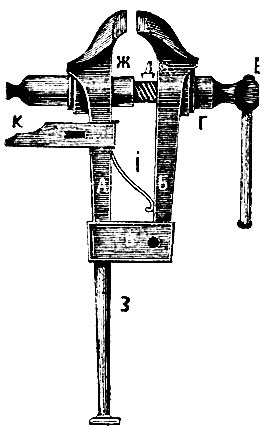
Рис. 90. Тиски
Недостаток таких тисков заключается в следующем: когда приходится захватить ими довольно большой предмет, и следовательно, развести щеки довольно далеко одну от другой, то плоскости этих щек уже теряют свое первоначальное параллельное положение. Предмет захватывается уже не всей плоскостью, а только ребрами этих щек, отчего и зажим получается не таким надежным и при мягкости металла обрабатываемой вещи может быть сделано продавливание его граней, которое потом будет очень трудно исправить. Недостаток этот устранен в так. наз. параллельных тисках (см. рис. 91), в которых подвижная щека, двигаемая точно также червячным винтом, ездит взад или вперед как бы на рельсе, а не поворачивается вокруг оси, как то было в первых тисках.
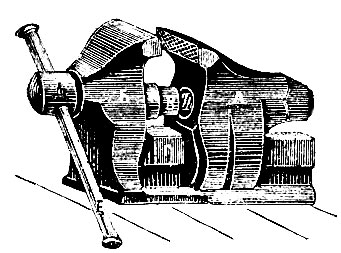
Рис. 91. Параллельные тиски
В виду того, что вещь, зажатую в тисках, приходится подвергать и ударам молотка, и трению напильниками, которые при некоторой неточности могут задеть и самые тиски, на щеки этих последних привариваются стальные пластинки с крестообразной насечкой на тех плоскостях, которые непосредственно служат для зажимания. Шероховатость, образованная этими насечками, не позволяет при большом нажиме на обрабатываемый предмет выскользнуть этому последнему, или как - нибудь изменить свое положение в тисках.
Для большей устойчивости самих тисков они в обыкновенных тисках имеют еще "хвост" - упор, которым опираются об пол; что же касается параллельных тисков, то они вообще лежат на столе такой большой плоскостью, что если и могут смещаться, то только вместе со всем столом, к которому они привинчены. Потому - то и требуется, чтобы этот стол был массивным.
Кроме описанных тисков бывают еще маленькие тисочки, также привинчивающиеся к столу, и кроме того тисочки ручные, которые служат уже для зажимания таких маленьких предметов, которые неудобно держать в руке.
Теперь перейдем к описанию других инструментов слесарного мастерства.
Мы знаем, что металлы могут подвергаться, примерно, тем же самым видам обработки, что и дерево, с той только разницей, что, благодаря твердости металла, эта обработка производится труднее и отнимает больше времени.
Понятно поэтому, что и инструменты для обработки металлов, хотя ими и производятся те же самые работы - откалывание, резание, строгание, пиление, сверление и т. д., должны отличаться некоторыми особенностями соответственно роду материала, на который они должны воздействовать.
Начнем с инструментов, служащих для сверления.
В металле отверстия могут быть просверлены или на токарном станке (торцовое просверливание), или при помощи ручных или механических приспособлений, приводящих в круговращательное движение вставленное в них сверло.
Для сверления металлов употребляются сверла перовые и центровые.
Перовые сверла бывают односторонние и двухсторонние.
Одностороннее сверло представляет из себя стальной стержень, который верхним четырехгранным концом вставляется в гнездо вращающего приспособления, а нижний конец имеет расплющенный, в виде треугольника, нижний угол у которого равен 110°. Стороны этого угла образуют две фаски, заточенные в разные стороны и режущие одновременно при вращении сверла только в одну определенную сторону. Угол заострения этих фасок 45 - 60°.
Двухстороннее сверло, имея такой же внешний вид, имеет обе фаски спущенными на одну сторону, так что при вращении в одну сторону режет одна фаска, а при вращении в другую сторону - другая.
Как и все режущие инструменты, сверла выковываются из литой стали, закаливаются и отпускаются так же, как зубила, после чего их затачивают на точиле и строго выверяют.
Центровые сверла имеют в центре направляющий стержень, заточенный на подобие односторонней перовой перки, а чуть выше снабжены двумя горизонтальными фасками, заточенными в разные стороны, и потому работающие только при одном определенном направлении вращения. Режущие фаски расположены на одной прямой линии, перпендикулярной к оси сверла, и составляют как бы продолжение одна другой. Направляющий стержень просверливает здесь лишь первоначальное углубление, которое затем уже расширяется главными фасками.
Для развертывания конусообразных дыр служат зенковки, очень похожие по внешнему виду на таковые же столярные.
Простейшими приспособлениями, которыми сверла приводятся во вращение, являются дрили и "трещетки".
Дрили бывают самых разнообразных конструкций: то в них используется наматывание и разматывание шнура вокруг оси, то вращение винта, проходящего через поднимаемую или опускаемую гайку (рис. 92), то, наконец, вращение производится при помощи стоящих под прямым углом друг к другу конических шестеренок с передачей, ускоряющей вращение сверла против вращения руки в несколько раз. Имеются, наконец, и основанные на том же принципе сверлильные станочки (рис. 93), которые, однако, стоят значительно дороже дрилей и потому для многих окажутся недоступными.

Рис. 92. Дриль
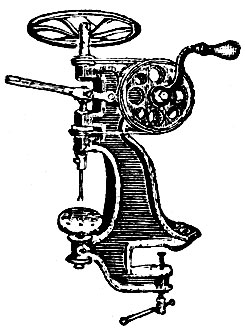
Рис. 93. Сверлильный станок
Что касается трещеток, то они часто употребляются при просверливании довольно толстых металлических кусков, например, рельсов, балок и т. п.
Трещетка (рис.94) состоит из рукоятки с вилкой и собачкой с пружиной. Вилка эта вместе с зубчатым колесом надета на шпиндель, при чем колесо закреплено неподвижно, так что при обороте колеса будет поворачиваться и шпиндель. Последний имеет внутри канал с винтовой нарезкой, по которой движется винт (Г), головка которого оканчивается острием (i).
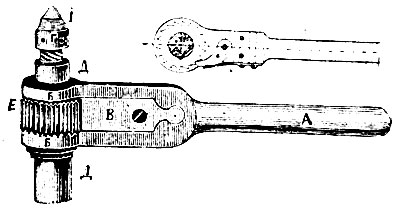
Рис. 94. Трещетка
Для просверливания отверстия с помощью такой трещетки необходимо поместить ее в распорку. Поворотом рукоятки (А) сообщается движение зубчатому колесу, которое движением винта нажимает сверху на шпиндель. При движении рукояткой в противоположную сторону винт приходит в первоначальное положение и т. д. Таким образом, нажим сверла независим от нажатия рукой (рукой здесь нажимать и не приходится), но зато работа происходит прерывчато.
Вслед за сверлением необходимо описать нарезку винтов и гаек.
Первая производится при помощи плашек, а вторая - метчика, вставляемых в особый станочек, называемый клуппом (рйс. 95).
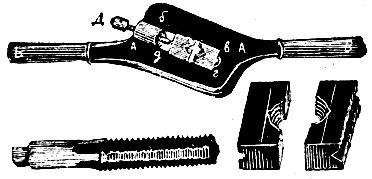
Рис. 95. Клупп, метчик и плашки
Метчик представляет из себя стальной стержень с винтовой резьбой, которой производится нарезка в круглом отверстии гайки. Резьба на метчике делается не сплошная, а имеет четыре продольные канавки, через которые выходит образующаяся* во время работы стружка. Во время работы метчик вставляется своей головкой в специальный вороток (рис. 96), а гайка, с сделанным заранее круглым отверстием, зажимается плашмя в тиски.

Рис. 96. Вороток для метчика
В клупп вставляются плашки, служащие для нарезки винтов. Плашки состоят из двух половинок, изготовленных из хорошо закаленной литой стали, отпущенной до желтого цвета.
Чтобы нарезать винт, берут подходящий по размерам железный, стальной или медный стержень и один конец его зажимают вертикально в тиски, на другой же конец надевают клупп, со вставленными в него обеими половинками плашки. Эти последние смачиваются маслом и туго завинчиваются специальным зажимом. Затем, взяв клупп обеими руками за ручки, начинают медленно поворачивать его слева направо. Работа идет медленно и железо, сильно нагревается, отчего время от времени необходимо смачивать маслом как плашку, так и нарезаемый винт. Обратным вращением клупп вывинчивается до самого начала нарезки, обе половинки плашки свинчиваются еще туже между собой и начинают нарезку снова. Так продолжается до тех пор, пока обе половинки плашки не сойдутся между собой плотно.
Следует упомянуть, что как метчики, так и плашки в продаже имеются под соответствующими друг другу номерами, так что, купив метчик и плашку одного и того же номера, можно как нарезать винты, так и высверливать для них гайки. Кроме плашек, для нарезки мелких винтов может служить также и особая винтовальная доска, имеющая вид лопатки с рядом постепенно уменьшающихся отверстий. Нарезаемым винтом проходят, начиная от самых крупных отверстий, по ряду более мелких до тех пор, пока винт не получит требующуюся толщину (рис. 97).
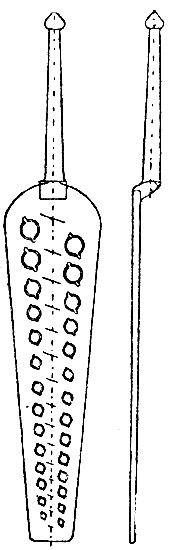
Рис. 97. Винтовальная доска
К пилящим инструментам, помимо механических пил, которые применимы только в хорошо оборудованных мастерских, относятся ножовки и лобзики. Как те, так и другие несколько отличаются от одноименных столярных инструментов, а именно - у ножовок (рис. 98) полотно вставляется в изогнутый металлический станочек и может легко сменяться, а лобзик, для работы по тонким металлическим листам, имеет обычно раздвижной станок (рис. 99).

Рис. 98. Слесарная ножовка
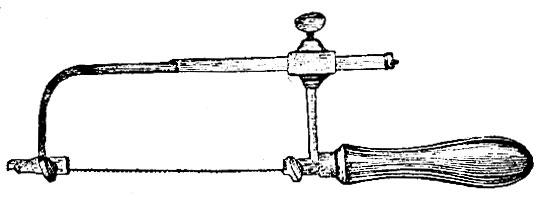
Рис. 99. Слесарный лобзик
К скоблящим инструментам относятся разнообразные напилки, т. - е. стальные бруски, ограниченные плоскими или криволинейными поверхностями, на которых сделаны насечки правильными пересекающимися полосами, отчего на поверхности получаются сплошные зазубрины. Напилком двигают по шероховатой поверхности металла и неровности этой последней при этом соскабливаются в виде более или менее крупных опилок.
Насечки на напилках бывают ординарные и двойные. Первые имеют вид ряда острых ребер, идущих параллельными рядами по всей поверхности напилка, вторые - при таких же рядах ребер пересекаются другими рядами, заостренными несколько под "другим углом. Форма напилков бывает самая разнообразная. Кроме этого, напилки различают еще и по крупности насечки (рис. 100).
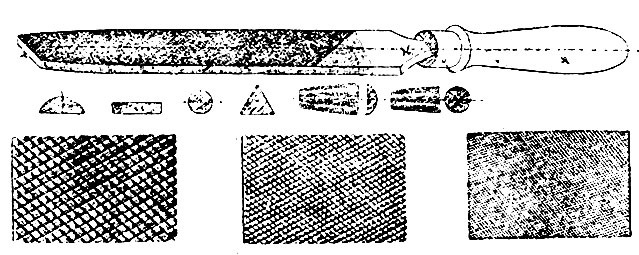
Рис. 100. Напильники: внешний вид, поперечное сечение и вид насечек
Здесь мы имеем следующие разновидности: драчевые напильники - телужат для грубого опиливания металлических поверхностей, личные - для сглаживания этих поверхностей и шлифные - окончательно сглаживающие поверхности перед полировкой.
Самый грубый напилок называется рашпилем или брусовкой; он имеет квадратное сечение и употребляется для сдирания окалины и в других случаях, когда требуется снять довольно значительный слой металла.
Близко к брусовке подходит плоская драчевая пила, которая употребляется для опиливания плоскостей, и пропилки прямолинейных отверстий. Насечка на этом напилке сделана только с трех сторон, а четвертая, узкая оставлена гладкой для того, чтобы, опиливая поверхности, сходящиеся под углом, не задрать той, которая примыкает к обрабатываемой.
Полукруглые напильники имеют одну плоскую и одну полукруглую грань. Ими можно запиливать как плоские, так и полукруглые поверхности.
Круглые и полукруглые напильники употребляются для пропиливания круглых отверстий.
Трехгранные напильники употребляются для самых разнообразных работ; между прочим, ими же производится затачивание зубьев у столярных пил.
Напилки с различной величиной насечки имеют такие же формы, как только - что перечисленные.
Для чистки напилков от застрявших в них мелких опилков употребляются мелкие щеточки (рис. 101); по мере того, как они стираются, можно развертывать обмотку их ручек и подстригать проволочки, так что одна щеточка может прослужить очень долго.
Рис. 101. Для чистки напилков от застрявших в них мелких опилков употребляются мелкие щеточки
Кроме перечисленных основных инструментов, слесарь должен иметь еще ряд подобных.
Сюда относятся клещи (такие же, как столярные), плоскогубцы, круглогубцы, ножницы для резки железа или жести (рис. 102), гаечные ключи, керны для наметки отверстий, циркуль и кронциркуль ,для разметки расстояний, линейки и угольники, точила и оселки для правки инструментов, паяльники и проч.
Рис. 102. Ножницы для жести
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"