
Гнутье, прессование, тиснение
Гнутье - изменение естественной формы материала путем изгибания.
Прессование - обработка или уплотнение материала давлением.
Тиснение - нанесение на поверхность материала рельефного рисунка.
Названные способы обработки рога недостаточно широко применяются при изготовлении художественных изделий. Широкому распространению этой техники препятствует коробление всех видов рога и китового уса от изменения атмосферных условий. Однако такие особенности рога, как эластичность, способность размягчаться в воде и под воздействием температуры, могут быть выявлены лишь этой техникой обработки. Кроме того, обработка рога гнутьем, прессованием, тиснением расширяет возможности применения этого материала, обогащает ассортимент художественных изделий.
Наибольшими эластичными свойствами обладает молодой свежий рог, не подвергавшийся длительным атмосферным воздействиям в срезанном состоянии. Рог не должен иметь трещин. Коровий рог, как правило, для прессования и гнутья выбирают с небольшой толщиной стенок (до 3,5 - 5,0 мм). Цвет и яркость окраски - в зависимости от характера изделия.
Гнутье. Распрямление (развертка) коровьего рога - наиболее распространенное применение техники гнутья. Полученные таким способом роговые пластины используются при изготовлении гребней, деталей сборных скульптурных композиций, ювелирных украшений и т. п. Для изготовления пластин в заготовительном цехе полую часть рога отделяют циркульной пилой. Заготовку выдерживают в муфельной печи при температуре 120°С в течение 3 - 5 мин. Размягченный рог вынимают из печи рукой в рукавице и острым стальным ножом разрезают по образующей конуса. Туг же, не допуская охлаждения рога, развертывают конус щипцами с деревянными губками (правилами). Для полного распрямления пластины помещают между плитами горячего пресса и выдерживают их там при температуре 100°С и давлении 35 кг/см2 в течение 20 мин. Из горячего пресса пластины помещают в холодный пресс (или кассеты), где под тем же давлением выдерживают до полного остывания. Чем дольше выдержана заготовка, тем меньше вероятность ее коробления.
Гнутье тонких деталей скульптуры и ювелирных украшений может производиться вручную. Для этого толщину заготовки доводят до размеров 2,5 - 3,5 мм. Так изготавливают браслеты, дужки подвесок, заколки для волос и т. п. Роговую заготовку разогревают в горячая воде или над электроплиткой и от руки придают нужный изгиб. Браслеты и мундштуки можно гнуть по форме заранее изготовленного деревянного шаблона (рис. 144). Гнутье тонких деталей, служащих дополнением в скульптуре: ножки птиц, корабельные снасти и т. п., может быть выполнено при нагреве места изгиба огнем горящей спички.
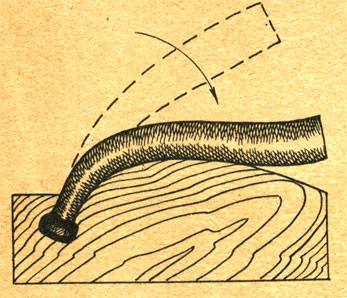
Рис. 144. Гнутье мундштука по деревянному шаблону
Гнутье и выпрямление оленьего рога могут быть выполнены в тисках с деревянными губками, равными по длине заготовке из рога. Для этого предварительно распиленный рог замачивают в чистой воде комнатной температуры на 1 - 3 сут, затем зажимают заготовку в тиски и выдерживают ее так до полного высыхания.
Китовый ус легко поддается изгибанию во влажном и разогретом состояниях, но при высыхании и остывании ведет себя несколько иначе, чем рог. Волосяная основа уса, расположенная вдоль его длины, имеет большую упругость в долевом направлении. Поэтому высыхающая и остывающая гнутая формы коробятся по направлению распрямления этой основы.
Китовый ус размягчают термическим или водно-термическим способами. При размягчении термическим способом заготовку из китового уса выдерживают 5 - 10 мин в кипящей воде. Дальнейшее размягчение происходит в муфельной печи при температуре 500°С в течение 2 - 3 мин. Пластины уса промывают затем в холодной воде. Улучшить эластичность свежего китового уса можно и выдерживанием пластин в течение 24 ч в теплой (30°С) воде.
Небольшие изгибы могут быть приданы от руки или с помощью круглогубцев. В этом случае ус должен быть размягчен нагреванием. Процесс закрепления формы при этом ускоряется.
Все роговые образования очень чувствительны к изменениям влажности и температуры окружающей среды. В связи с этим не рекомендуется гнутье из рога правильных геометрических форм. Нестрогие, свободные формы изгибов скрывают незначительные изменения формы изделия (рис. 145).

Рис. 145. Стакан из китового уса. Гнутье
Прессование. Прессование издавна использовалось для обработки коровьего рога. Ложки, чашечки весов и медицинские лоточки изготавливались с помощью давления на разогретый рог деревянным прессом с ручным приводом. В настоящее время из рога также выполняют изделия несложных конфигураций.
Прессуют коровий рог и китовый ус. Для прессования лучше выбирать тонкие роговые пластины Расположение естественной окраски рога на форме изделия должно быть продумано при подборе материала Поверхность материала выравнивают по толщине, шлифуют и полируют. Затем заготовки замачивают в чистой воде комнатной температуры и выдерживают 7 дней для придания им пластичности. Размягчают в муфельной печи при температуре 120°С в течение 3 - 5 мин. Форма изделию придается в горячем гидравлическом прессе. В пресс-форму с полированными рабочими поверхностями помещают горячую заготовку, где она выдерживается при температуре 100°С и давлении 35 кг/см2 в течение 15 мин. Рабочую поверхность смазывают кремнийорганическим маслом. Изделия выдерживают вместе с пресс-формой под струей холодной воды до полного охлаждения Готовую форму рекомендуется хорошо просушить, затем обрезать изделие по высоте и отполировать край среза. При прессовании из рога прямоугольных форм углы их получаются закругленными. Изделия, выполненные гнутьем и прессованием, украшают резьбой или гравировкой. Хорошие результаты дает оправление края изделия в металл.
При обработке оленьего рога прессованием можно несколько изменить его структуру (уплотнение рога происходит за счет внутренней пористой части), выпрямить часть poга и придать более правильную форму его поверхности.
Для прессования китового уса пресс-форма может быть изготовлена из дерева. Пуансон содержит углубление, равное по величине и конфигурации внешней части заданного изделия (детали), матрица - рельефную форму, равную по величине внутренней части изделия. Обе эти формы вырезают вручную деревообрабатывающим инструментом. На рис. 146 приведена деревянная пресс-форма для обработки уса. Пуансон и матрицу устанавливают в прессе так, чтобы матрица отстояла от пуансона на толщину заготовленной пластины. Давление производят быстро, но осторожно.
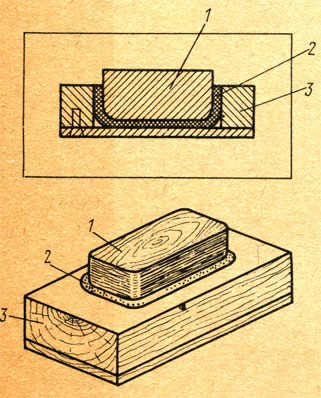
Рис. 146. Деревянные пресс-формы для художественной обработки китового уса: 1 - пуансон, 2 - китовый ус, 3 - матрица
Тиснение. При нанесении узора на коровий рог или ус тиснением пользуются также горячим гидравлическим прессом. Рисунок наносят с помощью гравированного пуансона. Углубления гравюры пуансона дают рельефный рисунок на материале. Заготовка для тиснения должна быть предварительно отполирована. Процесс подготовки материала и режим обработки аналогичны описанному выше. Готовность оттиска определяется после полного остывания (высыхания) заготовки. На рис. 147 приводится тисненный рисунок на детали к женскому поясу и узорный пуансон.

Рис. 147. Тисненный рисунок на детали к женскому поясу (а) и узорный пуансон (б)
Узоры тиснением могут быть нанесены как на пластину рога, так и на прессованную форму изделия. В этом случае прессование формы изделия и оттиск узора выполняются одновременно одним узорным пуансоном.
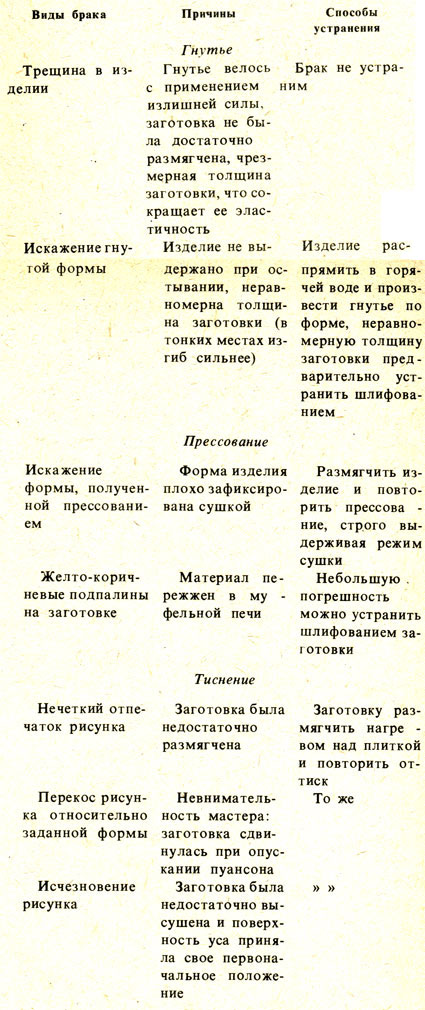
Ниже приводятся виды брака, его причины и способы устранения:
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"