
Инструменты для чеканки по листу
Чеканы
Основными специальными инструментами чеканщика являются различного рода чеканы и особой формы молотки.
Чеканы, как правило, делают из стального прута различного сечения. Удобные инструменты получаются из арматурного прутка. Он имеет глубокие косые борозды, которые создают надежную рабочую поверхность для пальцев рук. Чеканы из такого прутка при закаливании приобретают твердость и прочность, достаточные для исполнения учебных работ. Известны случаи, когда чеканы делают из дверной пружины - накаляют ее в муфельной печи, выравнивают и рубят на отрезки необходимой длины. Чекан представляет собой продолговатый стержень с заточенной нижней (боевой) частью. Длина стержня колеблется от 120 до 180 мм в зависимости от сечения. Стержень несколько утолщен (как бы припух) в средней части и утончается к концам. В сечении чекан представляет собой граненую форму (рис. 42). Так его легче удержать в нужном положении. Утолщение в средней части чекана исключает вибрации инструмента при ударе и концентрирует ударную нагрузку в боевой части чекана.
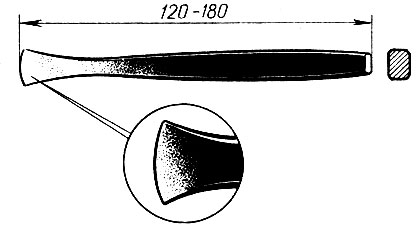
42. Общая форма чеканки
Нижнюю, боевую часть чекана затачивают в зависимости от назначения инструмента. Различают несколько основных групп чеканов.
На рисунке 43 показаны инструменты, разделенные на определенные типы. Четыре чекана слева называют расходниками. Их боевая часть представляет собой расплющенную, несколько заостренную форму, напоминающую отвертку. Внешне эти чеканы разной величины, но характер их боя одинаков. Расходники чаще всего служат для обводки рисунка по контурам. Поэтому их называют еще обводными чеканами.
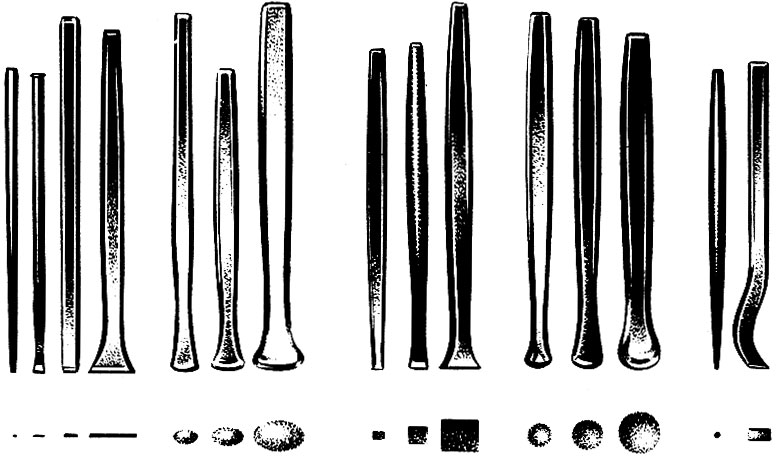
43. Основные группы чеканов (общая форма и отпечаток боевой части)
Три следующих чекана имеют в боевой части продолговатое, заоваленное, эллипсовидное утолщение, чем-то напоминающее боб. И названы они по этому сходству - бобошники. Они служат для выбивания углубленного или выпуклого рельефа. Величина бобошников определяется размерами деталей чеканных панно.
Соседняя с бобошниками группа инструментов имеет плоские, выровненные боевые части в форме квадрата или прямоугольника. Этими чеканами обычно выглаживают, вылащивают поверхность металла. Их называют лощатники.
Три чекана (справа от лощатников) имеют сферическую боевую головку различного радиуса закругления. Их называют пурошники. От удара такого инструмента по металлическому листу остается сферическая ямка.
Предпоследний чекан - канфарник - представляет собой нечто вроде крупной притуплённой швейной иглы. След от него на поверхности металла выглядит вмятой точкой. Нередко канфарником, нанося удар за ударом, переводят рисунок с бумаги на металл. Кроме того, этим чеканом придают шероховато-матовую фактуру декоративным элементам композиции. На рисунке 44 показана чеканка, фон которой обработан канфарником. Канфарник несложно изготовить из обыкновенного кернера.

44. Учебная работа 'Лось'. Фон обработан чеканом-канфарником
Перечисленные группы чеканов являются основными, первоочередными, без которых нельзя начать работу над декоративной композицией в металле.
Есть разновидности чеканов, которыми выполняют специальные операции. Среди этих инструментов можно назвать сапожок и трубочки. "Сапожок" - последний чекан на рисунке 43. Он имеет форму сапога, отчего и получил название. "Сапожок" служит для поднутрения выпуклых форм рельефа в местах соприкосновения их с фоном.
У чеканов-"трубочек" в противоположность пурошникам боевая часть представляет собой вогнутую полусферическую форму. При ударе они оставляют шаровидные выпуклости.
Как правило, этим ассортиментом чеканов не ограничиваются. Часто в обиходе кружковцев используется обводной чекан-давильник. Его еще называют "утюжком" (рис. 45). Нередко в процессе работы композиция заставляет мастера импровизировать, создавать по ходу дела новые формы боевой части инструмента. Постепенно у чеканщика накапливается несколько десятков самодельных чеканов.
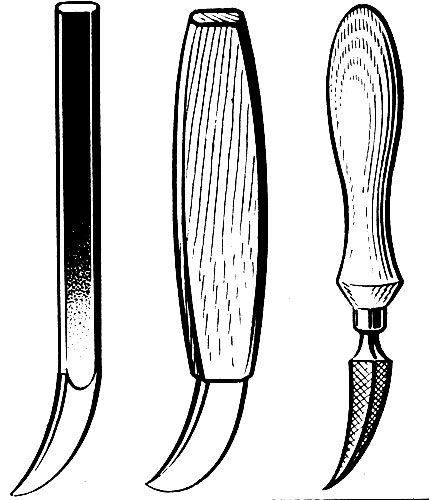
45. Виды чекана-'утюжка'
Для начала занятий рельефной чеканкой на смоле достаточно иметь 10-12 штук из перечисленных нами. Для начальных занятий плоскорельефной чеканкой можно обойтись двумя чеканами - расходником и кернером со сточенным острием (чтобы в его боевой части образовался кружок диаметром 2-3 мм).
Чеканы главным образом обрабатывают в тисках, но пурошники и "трубочки" удобнее вытачивать на станке.
В изготовлении чеканов есть некоторые особенности, на которые нужно обратить внимание:
1. Если сечение чекана в утолщенной средней части (остове) 7-8 мм, то в месте перехода остова в боевую часть плавно выпиливают шейку.
2. Нижняя боевая кромка (у расходника) или плоскость (у лощатника) всегда должны быть с заваленными, несколько приподнятыми краями и чуть выпуклой серединкой (см. рис. 42).
3. Боевой (рабочий) участок чекана должен быть тщательно обработан напильником, затем отшлифован наждачными шкурками и отполирован на войлочном круге пастой ГОИ. Полировать чеканы надо до закалки, закалить и вновь отполировать.
Изготавливают чеканы из стального прутка. Можно взять для этого сталь У7 или У8. Чтобы придать инструменту необходимую твердость, его закаляют. Для этого можно использовать муфельную печь.
Процесс закалки состоит в следующем: в муфельной печи инструменты, подвергающиеся закалке, равномерно нагревают до температуры 750-850°С. Нагрев чеканов ведут до тех пор, пока они не станут приблизительно одинакового цвета с внутренними стенками раскаленной печи. После этого их вынимают из муфеля и быстро охлаждают в сосуде с водой или маслом.
Качество закалки можно определить с помощью напильника. Если он скользит по чекану, не снимая слоя металла, значит, закалка сухая и нужно произвести отпуск. Для этого на одной из сторон чекана делают шлиф и нагревают чекан в пламени горелки, следя за цветом на шлифе. Когда на нем появится соломенный цвет побежалости (это соответствует 220-250°С), нагрев прекращают и чекану дают остыть. Металл становится более мягким, вязким, хотя ив достаточной мере закаленным.
Процесс закалки сложен требует внимания и аккуратности.
Все рассмотренные виды чеканов могут быть в боевой части гладкими или матовыми, рисунчатыми, с насечкой или набивкой. Насечку на чекане выполняют до закалки следующим образом: после обработки боевой части ее отжигают, чтобы придать большую вязкость, ковкость этому участку чекана. При отжиге нагревают чекан или его боевую часть до температуры закалки, а затем охлаждают на воздухе.
Следующая операция - нанесение насечки. Чекан зажимают в тисках боевой частью кверху и канфарником набивают ячейки, после этого закаляют. Чекан надолго сохраняет насечку. Таким чеканом делают фактуру на отдельных частях декоративной композиции.
Кроме чеканов, в работе с листовым металлом можно применять пуансоны. Это такие же стержни, только боевая часть у них выгравирована в виде фигурного декоративного элемента, от удара которого на поверхности бляшки остается след в виде веревочки, розетки, сеточки, листьев, цветов и т. п.*. Увлекаться пуансонами не следует, иначе можно потерять сочность фактуры металла.
* (С процессом гравирования можно ознакомиться в книге: Флеров А. В. Технология художественной обработки металлов. М, 1968, с. 200-212.)
Во время работы чеканы ставят в невысокий стакан боевой частью кверху, чтобы сразу было видно, где находится нужный по форме инструмент. Чеканы держат несколько наклонно по отношению к плоскости металла, а пуансоны под удар молотка ставят вертикально.
Молотки для чеканных работ
Для чеканки требуется молоток особой формы. Одна из сторон головки молотка предназначена для удара по чекану. Она должна быть плоская, достаточно широкая, чтобы не промахнуться при работе, когда все внимание сосредоточено на точке соприкосновения чекана с листом металла. Эта часть молотка может иметь квадратное или круглое очертание. Оборотная сторона головки молотка заточена шарообразно и используется при выколотке крупных рельефов на листовом материале. Это в сущности увеличенный чекан-пурошник.
Со средней частью молотка, где укреплена ручка, ударная плоскость и сферический выступ соединены шейками (рис. 46). Сталь для молотков применяют углеродистую, инструментальную У7 или У8.
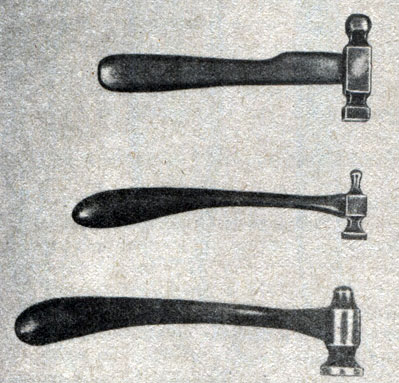
46. Разновидности молотков для чеканки
Молотки, как и чеканы, кружковцы могут изготовить сами. Головка молотка весит от 120 до 200 г. Более тяжелые молотки (250-300 г) идут на крупные декоративные, оформительские работы, с которыми учащиеся сталкиваются довольно редко.
Молотки для чеканки делают слесарным или токарным способом. На рисунке 46 два верхних молотка выполнены в тисках, а нижний - на токарном станке. Для работы желательно иметь два молотка различной величины. Деревянную ручку делают из крепкой, неслоистой древесины (прикомлевая часть березы, клена, граба).
Как видно из рисунка, ручки у двух нижних молотков несколько изогнуты и имеют утолщения на концах. Длина ручки должна быть в пределах 220-300 мм.
При изготовлении молотков необходимо соблюдать ряд условий, чтобы получить хороший, надежный инструмент.
После того как головка молотка приобрела необходимые очертания и было просверлено и пропилено отверстие под ручку, необходимо тщательно отполировать боевую плоскость, а затем закалить инструмент в муфельной печи. Процесс закалки и отпуска такой же, как и у чекана.
На рисунке 46 показаны три молотка, предназначенные для чеканки по металлу. Два нижних изготовлены правильно. Верхний молоток имеет ряд недостатков:
1) у него очень узкая (по отношению к величине всего молотка) ударная часть;
2) ручка коротка для головки такого размера;
3) форма ручки неудобна для рук - они будут быстро уставать.
Молоток 11ужен удобный и послушный в работе. Чтобы ручка молотка плотно ложилась в ладонь, она на конце утолщается. Продольная ось головки молотка должна быть перпендикулярна к линии, мысленно соединяющей нижнюю точку ручки с боевой (ударной) плоскостью (рис. 47).
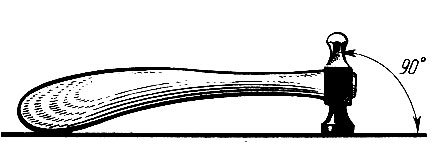
47. Насадка ручки молотка для чеканки
Ударная плоскость головки молотка должна быть несколько заовалена, так же как плоскость чекана-лощатника.
Деревянные инструменты для чеканных работ
При выколотке крупных глубоких рельефов удобнее применять не металлические, а деревянные чеканы. Они же незаменимы при выравнивании фона.
Деревянные чеканы делают из крепких пород дерева (дуба, бука, граба, иногда из березы). Этим инструментам не обязательно придавать изящные очертания. Деревянные чеканы - это четырехгранные бруски с застроганной нижней боевой частью. Им придается форма лощатника, пурошника, канфарника, расходника. Размерами они значительно больше по сравнению с металлическими чеканами. На рисунке 48 деревянные чеканы и один металлический.
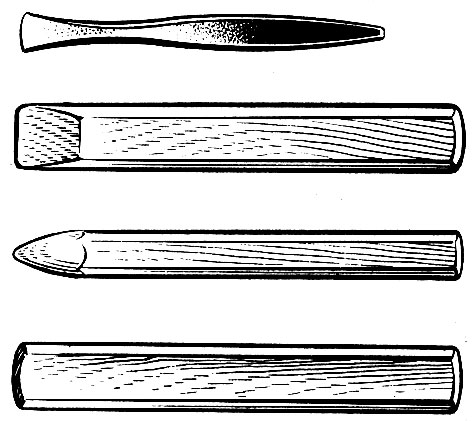
48. Чеканы. Первый слева - металлический, остальные - деревянные
Боевую часть деревянных чеканов тщательно выравнивают напильником с мелкой насечкой и шлифуют наждачной бумагой для устранения возможных ребер и граней. Для ударов по деревянным чеканам применяют обычную киянку. Руководитель кружка может сам вместе с учениками изготовить необходимые инструменты. При проектировании инструментов необходимо учитывать основные причинные факторы, диктующие конструкцию и форму инструментов, их функциональные, эргономические и эстетические свойства, чтобы исключить излишнюю утомляемость, лишнюю затрату энергии школьника, возможность травматизма из-за неудобства пользования. То есть при проектировании красивых и удобных инструментов, которые будут выполняться школьниками на уроках труда или на внеклассных занятиях, следует учитывать вопросы, связанные с антропометрией, строением и двигательными возможностями, руки школьника и другие "человеческие факторы".
В процессе изготовления чеканов и молотков учащиеся приобретают навыки слесарной работы, работы на металлообрабатывающих станках, знакомятся со шлифовкой, закалкой, отпуском и отжигом металла, а также с отдельными операциями по деревообработке.
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"