
Ажурная резьба
Один из самых известных и красивых видов резьбы по кости - резьба на проем, или ажурная резьба Основана она на таких свойствах кости, как твердость и плотность. Кость позволяет оставлять тончайшие перегородки между пропилами на всей поверхности изделий, при этом прочность изделия не нарушается. Ажурная резьба выполняется также по коровьему рогу, китовому усу, оленьему рогу.
Процесс выполнения ажурной резьбы заключается в пропиливании и удалении из пластины участков фона и в создании таким образом орнаментальной или сюжетной композиции, построенной на непрерывно соприкасающихся силуэтных изображениях. Существует способ, обратный этому, когда сам узор (орнамент) пропиливается, а фон остается нетронутым. Ажур этот труднее читается на поверхности и служит, как правило, для составления простейших сеток.
Ажурная резьба может выполняться на отдельных пластинках-вставках к изделию, на всем изделии, может быть составлена из нескольких прорезных пластин. Ажурная резьба выполняется с помощью бормашины (предварительные операции), лобзиком и втиральниками.
Кость. Заготовка изделия должна иметь заданный размер, равномерную толщину и при необходимости пройти процесс шлифования крупнозернистой шкуркой. Рисунок наносится на заготовку несколькими способами. В единичных изделиях - от руки простым карандашом твердостью Т-2Т. На изделия малосерийного выпуска - шаблоном, который изготавливают из плотного тонкого материала (ватман, оргалит). Он точно повторяет силуэт рисунка. Мастер накладывает шаблон на костяную пластину и обводит его карандашом. Рисунки изделий массового выпуска наносятся на заготовку штампом, который вырезается из плотной резины. Рисунок на штампе является зеркальным отображением заданного рисунка (по типу печати). Мастер смачивает штамп в краске (чернилах) и размножает рисунок оттиском. Рисунок орнамента закрепляют на кости с помощью политуры, бесцветного лака или клея. Для этого по рисунку проводят мягким тряпочным тампоном, слегка смоченным в политуре.
В тех местах, где по рисунку должны выпиливаться проемы, сверлят отверстия по размеру пилки или чуть больше. Так как выпиливание проема ведется по линии его контура, отверстие следует просверлить в наиболее удобной точке, чтобы упростить эту задачу. Оно должно касаться линии контура проема. При подготовке штампов для массовой продукции такие наиболее выгодные точки наносятся и на штамп. Отверстия высверливают с помощью бормашины шариковым бором. Боковой стороной бора мастер прикасается к месту будущего отверстия. Боком поставленный бор помогает избежать случайного биения наконечника: в таком положении он не соскальзывает с поверхности кости и можно точно наметить сверление. Затем наконечник с бором ставится перпендикулярно пластине кости (рис. 110), и производится собственно сверление. От того, насколько точно выдержана перпендикулярность сверления, зависят чистота выполнения и точность рисунка ажура. Сверление отверстий большого диаметра производится несколькими борами (от меньшего диаметра бора к большему). Такой способ ускоряет сверление твердого материала и предотвращает "нагары" на кости.
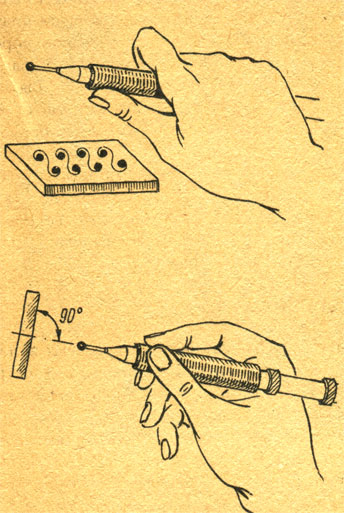
Рис. 110. Высверливание отверстий бором
Выпиливание ажура - следующая, самая ответственная операция (рис. 111). Выпиливание ведется на специально приспособленной доске "ласточкин хвост", позволяющей удобно расположить пластину кости. В правой руке мастер держит лобзик, пилочка в котором закреплена лишь с одного конца. Незакрепленный конец пилочки вставляется в отверстие заготовки и закрепляется в лобзике. При выпиливании полотно лобзика должно находиться в положении, перпендикулярном плоскости пластины кости. При правильном положении лобзика обе стороны ажура будут лицевыми. Лобзик следует держать так, чтобы его дужка приходилась на "локте". Выпиливание производится частыми равномерными движениями лобзика вверх-вниз. Режущим моментом является движение вниз. Выпиливая сложный контур, мастер поворачивает пластинку кости, а не лобзик. Неравномерное движение лобзика (рывками), а также перекашивание пилки могут вызвать поломку хрупкого полотна пилки.
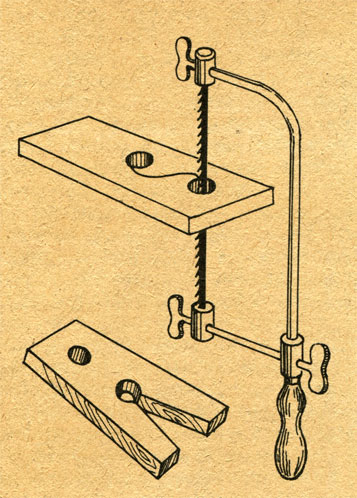
Рис. 111. Выпиливание ажура лобзиком (внизу - приспособление 'ласточкин хвост')
Выпиливание ажура на плоской пластине производится и с помощью механического лобзика. Станок значительно ускоряет выполнение ажурной резьбы, обеспечивает более точную перпендикулярность срезов, что влияет на чистоту силуэта рисунка. Но он имеет существенный недостаток: постоянная скорость движения пилки не позволяет выполнять сложный и мелкий по рисунку ажур. Механический лобзик применяется лишь при выпиливании простых силуэтов изделий или крупных рисунков ажура.
Зачищают неровности выпиливания надфилями и втиральниками. Втиральником, как правило, подправляют уголки и вертикальность пропилов. Держат втиральник зубцами вниз, перпендикулярно плоскости резьбы (рис. 112). Работают им на той же дощечке "ласточкин хвост". Резьба производится быстрым равномерным движением руки вниз-вверх. Режущим моментом является движение вниз.
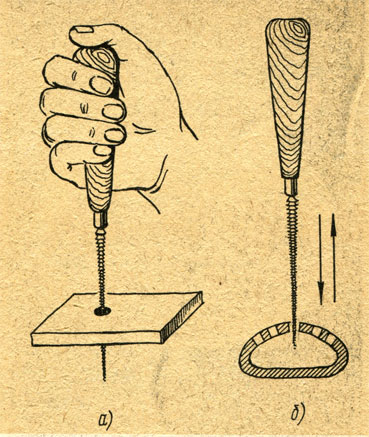
Рис. 112. Работа втиральником на пластине (а), в закрытом контуре (б)
На изогнутых поверхностях (полусферах, цилиндрических формах) работают втиральником. К таким изделиям относятся ажурные игольники, кубки, коробочки - "репки". В этом случае характер рисунка ажурной резьбы несколько меняется, так как втиральник режет кость, постепенно выкрашивая кусочки материала. При таком характере резьбы трудно добиться ровного края в большом проеме. Сделать это легче, когда величина проема равна или чуть больше широкой стороны втиральника. При очень тонких ажурных работах употребляются долики. Приемы работы ими те же, что и втиральниками. На рис. 113 показан образец изделия, выпиленного с помощью втиральников.

Рис. 113. Туалетная коробочка 'Репка'. Мамонтова кость
Ажурные изделия шлифуют шкуркой, закрепленной в шкуркодержателе бормашины, и пемзой на шлифовальном круге. Затем изделия промывают под струей холодной воды. Шлифование особо тонких ажурных работ производится вручную. Полируется изделие тряпичным кругом или тампоном с мелом и добавкой малого количества спирта. Спирт обезжиривает поверхность кости и способствует лучшему полированию изделия.
При использовании ажурных пластин в оклейных работах под ажурным рисунком нередко кладут цветную фольгу (рис. 114). Готовый ажурный рисунок может быть оттенен цветной и черно-серой тонировкой.
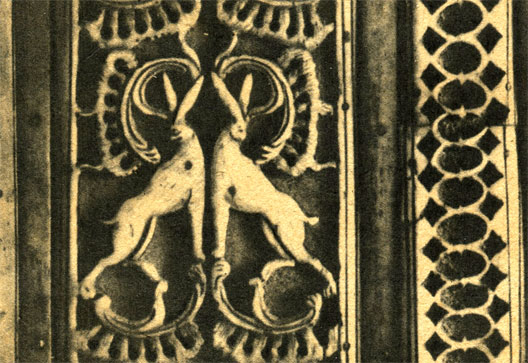
Рис. 114. Деталь ажурной резьбы. Узор составлен из отдельных пластин
Коровий рог. Материал отличается вязкостью, что усложняет получение чистой линии контура в ажурном рисунке. Рисунок ажурной резьбы по рогу строится на более крупных формах несложного силуэта. Особенности обработки этого материала проявляются лишь в отделке. Шлифованию рог поддается быстрее, чем кость. Поверхности рога выравниваются циклей, что ускоряет его отделку. Полируется рог пастой ГОИ на войлочном круге. Остатки пасты, снимаются на чистом тряпичном круге.
Китовый ус легко выпиливается лобзиком. Мягкость и некоторая вязкость его, а также излишняя хрупкость по направлению волосяного состава (в пересушенном виде) не позволяют делать ажур с тонкими перегородками. Лобзик применяется с удлиненной дужкой (в связи с большой величиной пластины уса) или механический. На рис. 115 показан декоративный экран, изготовленный из китового уса. Шлифуются и отделываются изделия тем же способом, что и изделия из коровьего рога.
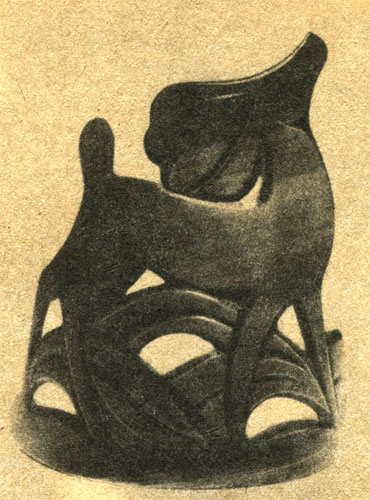
Рис. 115. Декоративный экран 'Олень'
Олений рог. Ажурная резьба по этому материалу выполняется, как правило, крупным рисунком из верхнего слоя рога. Для выполнения ажура внутренняя (пористая) часть рога высверливается и удаляется с изделия. Ажурная резьба на роге получается односторонней, так как отполировать до блеска удается лишь внешнюю его часть. Ажур в оленьем роге чаще выполняют для декорирования небольших полых изделий - игольников, коробочек.
Ниже приводятся виды брака, его причины и способы устранения:
| Виды брака | Причины | Способы его устранения |
| Искажение рисунка | Резьба велась по контуру рисунка не очень точно | Врисовать изображение от руки, несколько уменьшив его, и произвести дополнительное выпиливание лобзиком или втиральником |
| Искажение рисунка с изнаночной стороны | Выпиливание велось с перекосом пилки лобзика | Врисовать рисунок от руки и исправить его втиральником, не затрагивая внешних контуров рисунка на лицевой стороне |
| Выбоина от сверления | Неисправность бормашины (биение наконечника) | Дефект наконечника устраняется смазкой его машинным маслом и переборкой. Дефект резьбы - выполнением ажурно-рельефной резьбы, при которой некоторые части выпиленного рисунка закругляются или опускаются ниже |
| Ошибочный пропил | Невнимательность мастера, плохо выполненный штамп | При незначительном увеличении отверстия нужно слегка изменить характер рисунка (расширить отверстие, найти места возможного ритмичного повторения отверстий такого же размера) |
| Рисунок плохо виден из-за цветной текстуры кости (полосы эмали, цветные пятна шадры) | Плохо подготовлена заготовка | Изделие отбелить |
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"