
Токарная работа
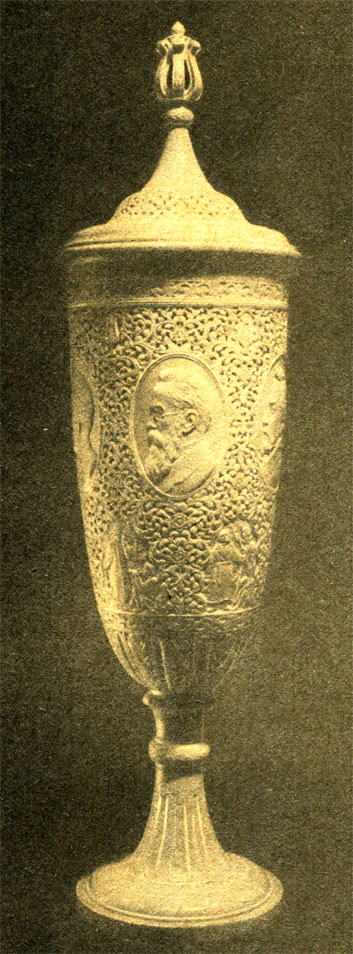
Рис. 123. Кубок 'Русские композиторы'. Резьба на токарной основе
Токарная работа заключается в срезании неподвижным резцом с вращающейся заготовки излишнего материала до полного выявления формы изделия. В косторезном деле токарная работа может быть самостоятельной художественной обработкой сырья (бильярдные шары, шахматы) и вспомогательной операцией, которая предшествует резьбе: кубки, вазы, игольники, шахматы и др. (рис. 123, 124). В настоящее время на предприятиях художественной промышленности токарные работы чаще используют при изготовлении небольших деталей изделий (шарики бус, подвески и т. п.).
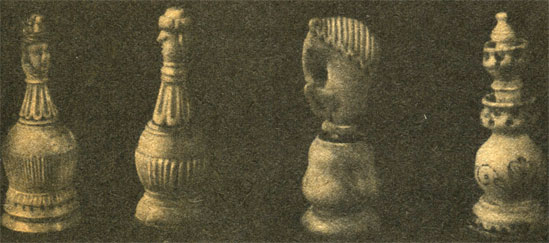
Рис. 124. Токарные шахматы, украшенные резьбой
Токарная работа может быть выполнена из всех видов кости. Наибольшую сложность в обработке представляет животная кость, поскольку она очень искривлена и имеет тонкие стенки. Небольшие детали могут быть выполнены токарной обработкой из рога. Китовый ус не обтачивается.
При выборе материала для токарных изделий следует обращать внимание на отсутствие в заготовке трещин, величину нервного канала, естественную окраску материала, искривленность формы заготовки и толщину стенок у животной кости. Перед точением заготовка тщательно устанавливается в патрон токарного станка: с помощью шлифовального круга заготовке придается форма, близкая к цилиндрической, конец заготовки, вставляемый в патрон, выравнивают особенно тщательно. Кость зажимается цангами патрона при помощи специального ключа При установке кости нужно следить за перпендикулярностью заготовки (ее основной оси) вертикальной плоскости патрона. Правильная установка заготовки исключает биение и обеспечивает высокое качество исполнения работы. При обработке заготовки большой длины правый ее конец закрепляется упором. Подручник устанавливается параллельно заготовке так, чтобы верхняя его кромка была на уровне центральной оси заготовки. Расстояние между подручником и заготовкой не должно быть слишком большим.
Обработка заготовки начинается с выравнивания ее поверхности и придания заготовке правильной цилиндрической формы. Выполняется эта операция крупными резцами (мазель, рейер). Резец опирается на подручник, при этом его режущая кромка должна приходиться несколько выше центральной оси заготовки. Резец, слегка касаясь края заготовки, ведется мастером справа налево, вдоль нее и обратно. Углубление резца при движении по кости должно быть небольшим и равномерным по всей длине заготовки.
Следующая операция - торцевание. Цель ее - выровнять торец заготовки. Торцевание производится одним резцом. Причем сначала ребром режущей кромки к заготовке намечают линию среза, а потом всей плоскостью резца удаляют излишки материала, центральный участок заготовки срезают ребром режущей кромки. После тбго как подготовительные операции будут выполнены, резцом с помощью штангенциркуля диаметр заготовки доводят до размера чуть больше заданного диаметра изделия. Затем наносят рисунок силуэта изделия в виде границ членения его объемов. Членение может быть выполнено карандашом, штангенциркулем или специально изготовленным шаблоном. Шаблон членения токарного изделия изготовляется из листового металла в виде линейки с выступающими заостренными шипами, обозначающими границы объемов (рис. 125). При поднесении шаблона к вращающейся заготовке шипы его оставляют след на обрабатываемой поверхности. Таким образом упрощается откладывание размеров на изделии при производстве массовой продукции.
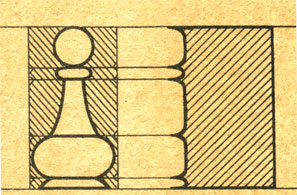
Рис. 125. Шаблон для нанесения рисунка токарного изделия
Резьба выполняется набором резцов, подбираемых мастером в соответствии с формой углублений и выпуклостей силуэта. Точность пропорций изделия выдерживается проверкой всех основных диаметров измерительным инструментом.
При выполнении мундштуков и прочих заготовок с внутренним отверстием сверление готовой формы выполняется на токарном станке перками или сверлом, установленным в патрон задней бабки станка.
Готовое изделие слегка надрезается по основанию ребром режущей кромки (скос кромки должен быть обращен к оставшемуся концу заготовки), шлифуется шкурками, полируется влажной тряпочкой с мелом, и лишь затем полностью срезается излишек материала.
Животную кость (трубку) нередко обрабатывают точением с внешней и внутренней стороны. Порядок работы после установки заготовки в этом случае несколько меняется. После центровки и торцеваний заготовки обрабатывают внутреннюю часть кости и лишь затем уточняют размеры внешнего диаметра. При внутреннем точении подручник устанавливают у торца заготовки под углом к ее оси (рис. 126). Точение ведут справа налево.
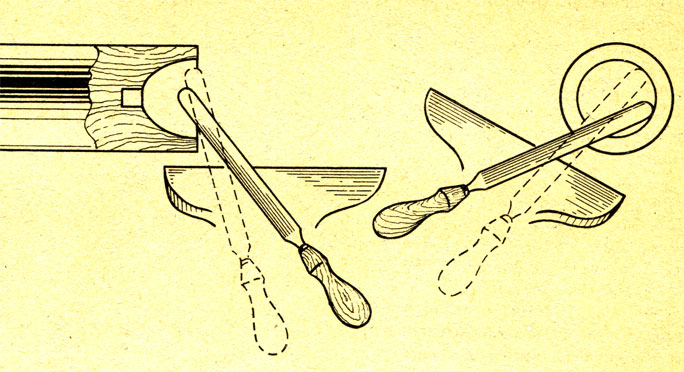
Рис. 126. Установка подручника при внутреннем точении
При выполнении точением большого количества одинаковых мелких частей (шарики бус и т. п.) применяют фигурные резцы с внутренним радиусом режущей поверхности, равным радиусу изделия. При точении таким резцом устанавливается заданный диаметр цилиндрической заготовки, и затем мастер одним - двумя движениями выполняет бусинку. Мелкие токарные изделия массового выпуска шлифуют и полируют в галтовочном барабане.
При изготовлении токарных форм, рассчитанных на украшение резьбой, диаметр изделия увеличивают на высоту рельефа.
Изготовление крупных токарных форм кубков из кости ведется крайне осторожно, без перегрева заготовки, из хорошо выдержанной кости. Выточив внешнюю форму изделия близко к заданному размеру, приступают к выемке материала из внутренней части кубка. Материал постепенно выбирается резцом с закругленной режущей частью. Вначале размечается торец кубка. Затем срезается небольшой слой кости по всему внутреннему диаметру торца. Тонким резцом делается углубление на половину глубины кубка. Станок останавливают и дают кости остыть. Если кость внутри сырая, в этот момент могут появиться трещины на заготовке кубка. Отверстие растачивают на две трети заданного диаметра и прорезают внутреннюю часть кубка на всю глубину. Опять на некоторое время прекращают точение, проверяя, не появятся ли трещины на заготовке. Заканчивается работа постепенным растачиванием формы вширь и вглубь. Затем внутренний объем шлифуют. Необходимая тонина стенок под ажурную резьбу доводится точением и шлифованием изделия снаружи.
Готовую форму кубка выдерживают два- три дня (до недели) в сухом, теплом помещении. Делается это для просушки кости, так как во время точения был снят ее верхний, наиболее сухой слой. В помещении, где сохнет кубок, не должно быть сквозняков - под воздействием разных температур готовая форма может лопнуть или искривиться.
Ниже приводятся виды брака, его причины и способы устранения:
| Виды брака | Причины | Способы устранения |
| Появление цветной шадры на поверхности изделия при его обработке | Дефект, который трудно предусмотреть | Отбелить изделие в пергидроле |
| Выход нервного канала при обработке изделия | Невнимательность мастера, с трудом предусматриваемый дефект | Скрыть костяной вставкой, выполненной по принципу шпенька. Высверлить хрупкую часть поверхности изделия и на это место вставить цилиндрический шпенек, смазанный клеем |
| Царапины на поверхности токарного изделия, выявленные при полировании | Недостаточно тщательное шлифование | Отшлифовать изделие пемзой на шлифовальном станке |
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"