
Оклейные работы
Изделия оклеиваются костью, как правило, в двух случаях: для придания изделию более дорогого вида и получения большей поверхности с меньшим расходом кости. Толщина пластин кости на оклейных шкатулках 2 - 3 мм. Применяется в основном животная кость. Техника составления из отдельных пластинок больших поверхностей облегчает декорирование изделия узором.
Изделия оклейной работы выполняются в два этапа: первый - изготовление деревянной основы, второй - вклеивание ее костью. Для деревянной основы необходимо выбрать хорошо высушенный материал. Может быть использована любая порода древесины, но если изделие предполагает наличие полированной внутренней поверхности, лучше использовать орех, бук, имеющие красивый текстурный рисунок. Стенки шкатулки собирают, как правило, с помощью прямого прорезного шипа (рис. 137, а , б, в, г). Чтобы предотвратить коробление деревянной основы при резком изменении температур или сырости, крышку и донышко изделия делают из многослойной (4 - 6 слоев) фанеры. Она плотно прикрепляется гвоздиками.
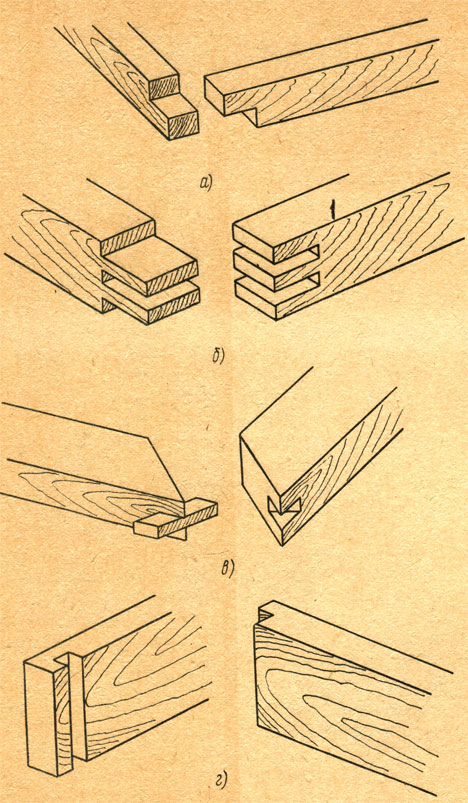
Рис. 137. Сборка стенок шкатулки: а - внакладку, б - прямым прорезным шипом, в - на ус, г - в шпунт
В некрупных изделиях деревянные стенки делают толщиной 5 - 6 мм. После склеивания костью толщина стенок значительно увеличивается. Внутреннюю часть ее, как правило, оклеивают тканью, бархатной бумагой (в старинных работах часто встречаются обои). Этот прием требует лишь легкого шлифования деревянных заготовок Наиболее современные и интересные решения дает полирование внутренней части шкатулки. В этом случае деревянные заготовки прежде тщательно шлифуют шкуркой и полируют, т. е. полностью отделывают с внутренней стороны, а затем уже собирают в шкатулку.
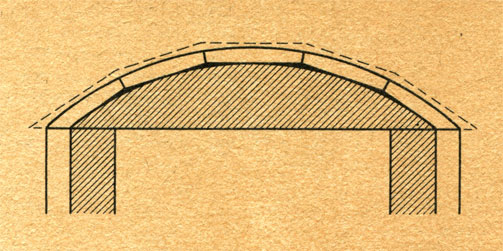
Рис. 138. Оклеивание костью сферической поверхности
Форма оклейного изделия может быть различной. Наиболее сложной для оклеивания является сферическая поверхность (рис. 138).
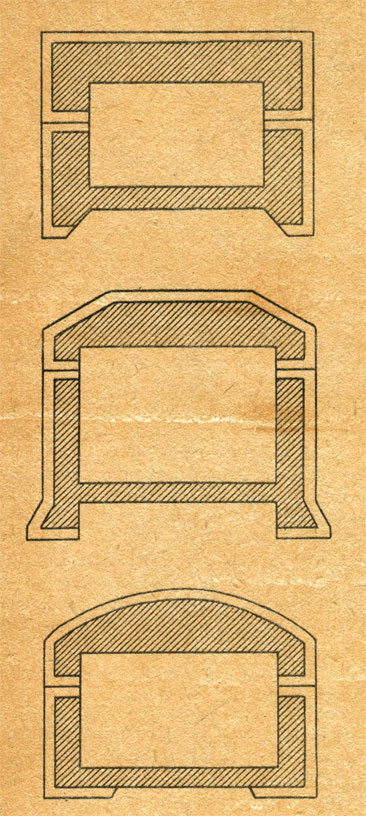
Рис. 139. Наиболее распространенные конструкции шкатулок
На рис. 139 приведены распространенные конструкции шкатулок. Как видно из схем, все незначительные изменения в силуэте шкатулки задаются деревянной основой. Конструкция, показанная на рис. 140, рассчитана на декорирование изделия резьбой на просвет (ажуром).
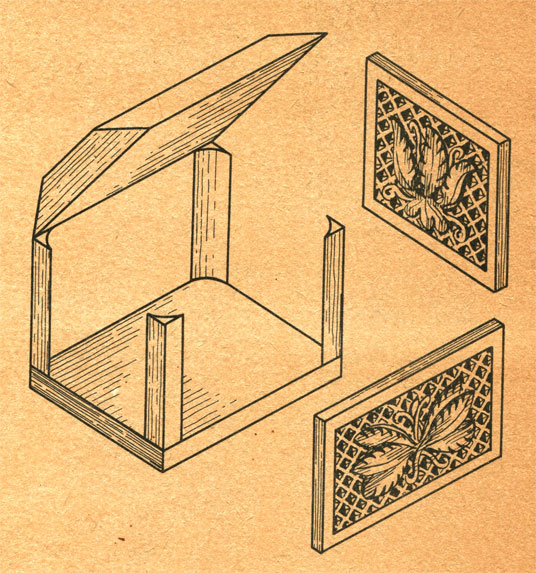
Рис. 140. Шкатулка с ажурными стенками
Для оклеивания изделия выбирают хорошо просушенную обезжиренную кость. Оклеивание всего изделия дорогостоящей (мамонтовой или моржовой) костью, как правило, не производится. Такая кость идет лишь на отдельные вставки, не допускающие шва по замыслу или по технологическим причинам. Использовать зуб кашалота нежелательно: он очень гигроскопичен, а это ведет к короблению. Коровий рог, китовый ус еще более активно, чем кость, реагируют на изменение атмосферных условий, их применение в оклейных работах ограничено: используются лишь узкие (от 2 до 5 мм) полоски, которые подчеркивают белизну костяных пластин.
Олений рог из-за своей пористости для облицовки бытовых изделий не пригоден. Однако неплохие результаты дает использование оклейной техники (горбылем) при создании декоративных панно из рога в сочетании с другими материалами. Как наиболее дешевый и достаточно объемный материал, олений рог склеивают для получения изделия брусками, без деревянной основы. Последовательность дальнейших операций такая же, как при оклейных работах.
Наиболее пригодны для оклеивания пластины из животной кости "цевки". Распиловка ее производится на круглопильных станках, поэтому толщина пластин регулируется направляющим угольником пилы. Затем пластины сортируют, обезжиривают1 и тщательно высушивают. Подбираются они по ширине, внутренняя сторона их выравнивается на шлифовальном станке. Боковые стороны должны быть под углом 90° к основанию. Оклеивают изделия клеем ПВА или рыбьим клеем. Правильность углов проверяют слесарным угольником.
Оклеивание начинают обычно с кромки (толщины стенок), видимой при открывании шкатулки. Пластины кости должны строго соответствовать плоскости основы. Нужно помнить, что кость, обладая упругостью как всякий органический материал, быстро реагирует на атмосферные изменения. Слегка прогнутая пластина, притянутая клеем к плоской поверхности, оторвется при малейшем изменении температуры и влажности воздуха.
Подбирают кость по оттенкам цвета Швы соединения отдельных пластин должны быть едва заметны Это достигается тщательным выдерживанием углов соединения кости (90°). Ровную линию среза кости легче получить, используя циркульную пилу с режущими дисками малого диаметра Некоторую доводку пластин производят шлифовальной шкуркой, наклеенной на идеально ровную поверхность (в производственных условиях для этой цели используется листовое стекло). Пластины, равномерно смазанные клеем, накладывают на деревянную основу и прижимают на некоторое время, чтобы клей "схватился". После того как одна пластина приклеена, все остальные мастер подгоняет и прикладывает, сверяясь по ней. Рельефные и ажурные пластины подгоняются одновременно со всеми кусочками кости, но не приклеиваются. Перед шлифованием их следует вынуть.
Особого внимания требует оклейка костью углов и скосов шкатулки. Мастер должен оставить запас кости на толщину костяной пластинки соседней плоскости: здесь кость будет склеиваться встык. Реже употребляется соединение на ус. При оклеивании изогнутых (сферических) поверхностей кость накладывают узкими пластинками, но заготовку берут с припуском на обработку. Недопустимо, чтобы костяные пластинки качались на поверхности, они должны плотно лежать на деревянной основе. В скосе толщины пластинки дается поправка на изогнутость поверхности. Такая пластинка будет напоминать перевернутую трапецию. Изгиб поверхности увеличивается и округляется затем при шлифовании снятием поверхностных слоев кости. После того как клей просохнет, излишки кости опиливают лобзиком или режущим диском малого диаметра Готовую шкатулку очень осторожно шлифуют, не допуская перегрева поверхности. Во время шлифования необходимо строго выравнивать углы изделия под угольник.
Последняя операция призвана обеспечить оклейному изделию долгую жизнь. Пластины кости закрепляют по углам костяными или металлическими шпеньками из упругой стальной проволоки. В зависимости от величины костяных пластин и характера узора диаметр проволоки может меняться. Наиболее часто употребляется проволока диаметром 0,5 - 0,7 мм. Точно по диаметру проволоки подбирается сверло. Места сверления намечают карандашом. Упорядоченное распределение шпеньков и аккуратность исполнения могут улучшить декоративность вещи. Сверление под шпеньки производится под углом 90° к поверхности изделия, при этом сверло не должно доходить до внутренней его поверхности. В полученное отверстие вставляют конец проволоки, слегка смоченный клеем. На границе костяной поверхности проволоку отрезают кусачками. Затем изделие шлифуют. Полируют оклейные изделия сухим способом - белой пастой на тряпичном круге. Готовое изделие показано на рис. 141.
Рис. 141. Коробочка 'Цветок'. Оклейная работа
Нередко оклейные изделия украшают резными вставками (ажурными, рельефными и т. д.). Пластины кости под такие вставки подгоняют к наклейке вместе с остальными пластинами, но их не приклеивают. Когда все прочие пластины наклеят, пластины для резных вставок вынимают из их ряда. При первичном шлифовании изделия их также подгоняют по толщине. Затем на них наносят резьбу. Шлифуют и полируют их отдельно. Резные пластины устанавливают на изделие при его монтаже. То же правило распространяется и на склеивание изделия "горбылем", т. е. выгнутей костью.
Нередко под ажурные вставки изделия предусматривается дополнительный фон, улучшающий эффект от ажурного рисунка на расстоянии. Чаще поверхность деревянной основы лакируют, не доводя ее до сильного блеска (иначе блики фона будут мешаться с бликами резьбы). Иногда для фона используют кусочки цветной фольги или шелка. Но в этом случае сверху на яркий фон для его смягчения накладывают листочек минеральной слюды. В последнюю очередь наклеивают ткань внутри шкатулки.
Ниже приводятся виды брака, его причины и способы устранения:
| Виды брака | Причины | Способ устранения |
| Нарушение прямоугольности углов | Неравномерный нажим на поверхность изделий при шлифовании на станке | Дефект исправляют по угольнику шлифованием Исправляя неточности углов, мастер должен выбрать за основу один, наиболее правильный, а остальные проверять по нему |
| Искривление линий стыков пластин | Неточность подгонки и монтажа при оклеивании поверхности большим количеством пластин | Небольшие неточности монтажа устраняют при помощи линейки и клепика. Линии стыка костяных пластин очерчиваются по облицовке двойной линией при помощи линейки и клепика. Зазор между линиями 1,5 - 2 мм. В результате погрешности линии стыков пластин скрадываются |
| Темные швы монтажа костяных пластин | Использование при монтаже темного клея (БФ-2), попадание пыли и грязи на монтируемые поверхности | Избежать демонтажа изделия можно, превратив систему швов (стыков) пластин в дополнительный декоративный элемент. Для этого все швы слегка прочерчиваются клепиком (часть темного клея при этом снимается), а в образовавшуюся царапину втирают цветную восковую пасту. Швы пластин могут быть подчеркнуты и двойной линией |
| Скол кости у крепящего шпенька | Диаметр отверстия под шпенек мал, шпенек вставлялся с применением силы | Небольшой скол кости можно скрыть, выровнив поверхность мастикой - несколько капель рыбьего клея (или суперцемента) с мелкими без примеси грязи костяными опилками (лучший вариант - костяная пыль, образующаяся при шлифовании кости на станках). Мастику смешивают до густоты замазки и наносят упругой металлической пластинкой (шпательком) После затвердения клея поверхность шлифуют. Цвет мастики можно слегка изменить Добавлением масляной краски |
| Появление жировых пятен на поверхности отдельных пластин при шлифовании | Недостаточная отбелка кости | Жировые пятна, несколько изменяющие цвет кости, устраняются легко. Для этого кость протирают марлевым тампоном, смоченным в пергидроле. Но пергидроль проникает лишь в верхние слои пластины, и жир не может быть удален полностью. Поэтому пятна с большим содержанием жира (серого тона) после протирки пергидролем вновь выявляются под воздействием солнечных лучей |
| Появление при шлифовании белесых пятен на поверхности окрашеной кости | Неравномерность пропитки красителем из-за большого содержания жировых веществ в кости | Равномерность красочного слоя достигается поверхностным окрашиванием кости. Отполированное изделие (необходимую часть его) протирают марлевым тампоном с обезжиривателем (спирт, пергидроль) и затем тампоном, смоченным в концентрированном растворе красителя |
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"