
Чеканка на смоле
Технология чеканки по листовому металлу на смоле разделяется на ряд этапов: 1. Насмолка бляшки. 2. Перевод рисунка на металл. 3. Обводка контуров расходником и опускание фона. 4. Снятие бляшки, отжиг и отбеливание. 5. Выколотка рельефа. 6. Повторная насмолка. 7. Оксидирование и патинирование. 8. Оформление чеканки.
Рассмотрим подробнее технологические особенности каждого из названных этапов.
Насмолка бляшки
Подготовка бляшки. Работа по чеканке начинается с жестяных операций - разметки и разрезания листового материала и отбортовки кромок заготовки. Бляшку (медная, латунная, алюминиевая) отрезают с некоторым запасом по сравнению с величиной рисунка. Это нужно для того, чтобы в процессе работы пластина прочнее держалась на смоле. Если бляшка изогнулась при резании, ее выправляют на стальной плите легкими ударами деревянного молотка или киянки. Затем карандашом проводят на пластине осевые линии, которые в дальнейшем будут служить ориентиром при переводе рисунка на металл.
Перед насмолкой бляшки нужно отбортовать (загнуть под прямым или близким к нему тупым углом) все кромки. Можно поступить и несколько проще - отогнуть лишь четыре уголка (рис. 50). На этом предварительная работа с бляшкой заканчивается.
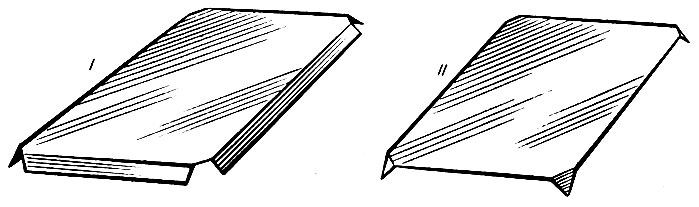
50. Подготовка бляшки к насмолке
Варка смолы. Процесс насмолки заключается в прочном закреплении на вязкой основе (битум с наполнителем) металлической пластинки, подготовленной под чеканку. Для этого прежде всего необходимо подготовить рабочий расплав смолы с наполнителем. В обычное ведро, подвешенное над костром, закладывают смолу. Огонь под днищем нужно поддерживать умеренный, чтобы не произошло воспламенение смолы. При засыпании наполнителя содержимое ведра может уйти через край. Для этого нужно убавить огонь, а затем тщательно перемешать металлической лопаткой весь состав и хорошо прокипятить.
При подготовке рабочего расплава битума следует знать, что при большом количестве наполнителя смола твердеет.
Горячую смолу разливают по заранее подготовленным ящикам с невысокими (4-5 см) бортами. Ящики могут быть деревянными или металлическими. Пока смола горячая и жидкая, нужно укрепить в ней подготовленную бляшку.
Насмолка бляшки. При насмолке бляшку погружают в рабочий раствор битума, сначала один край, а затем опускают пластинку всей плоскостью. Так поступают для того, чтобы не дать возможности воздуху скопиться под металлом. Соприкасаясь с расплавом смолы, пластинка сильно нагревается. Чтобы не обжечь пальцы рук, при насмолке обязательно надевают брезентовые рукавицы. Нужно быть особенно внимательным с жидкой горячей смолой. Она дает сильные ожоги. Если смола попала на кожу, это место следует смочить спиртом, а затем смазать глицерином или борным вазелином. При более сильных ожогах необходимо обратиться в медпункт или обмыть обожженное место раствором марганцовокислого калия и спиртом, а затем смазать мазью (например, сульфидиновой эмульсией).
Если смола в ящике не свежая, а уже застывшая, то перед насмолкой бляшки ее следует разогреть. Расплавление смолы в ящиках производят по-разному: на специальных электронагревательных приборах, на электроплитках с закрытой спиралью (в металлических ящиках), в духовках газовых плит или над пламенем паяльной лампы. При этом над участком насмолки рекомендуется смонтировать металлический кожух с отводом, чтобы отсасывать газы, выделяемые из разогретого битума.
Если наполнителем служит песок, он по мере нагревания состава постепенно оседает на дно, обнажая битум. Поэтому, чтобы получить нормальный рабочий состав смолы для чеканки, его нужно перемешать металлической лопаткой до образования однородной массы. При перемешивании в смолу попадает воздух. Чтобы его выпарить, ящик вновь нагревают 10-15 минут.
Насмоленная бляшка должна остыть. С ней не работают, пока смола не затвердеет. Обычно ящик с насмоленной пластиной оставляют на ночь, чтобы с утра переводить рисунок.
На пластину, погруженную в смолу, по краям натекают черные валики. Они расползаются неравномерно, с изгибом, и свободное металлическое поле приобретает неправильную форму. Чтобы нормально расположить рисунок при переводе на металл, используют осевые линии, проведенные заранее. Переводят рисунок уже известными нам способами - через копирку или с помощью чекана-канфарника.
Обводка контуров расходником и опускание фона
Углубление контуров (расходка по контурам). Рисунок, переведенный на металл, представляет собой исходный этап для работы над чеканным рельефом. Следующим шагом будет углубление чеканом-расходником контуров рисунка в тонкую сплошную канавку. В отличие от плоскорельефной чеканки здесь нельзя применять чекан-давильник - операция осуществляется с помощью обводного чекана-расходника.
Опускание фона. Эту операцию выполняют с помощью чекана-лощатника. Фон опускают в тех местах, где, по замыслу автора, должны быть углубления. Для этого вдоль внешней стороны контуров опускают участки фона. Чекан-лощатник нужно держать с таким наклоном, чтобы он уплотнял металл лишь с одной стороны (около рисунка), а с другого края выходил на плоскую поверхность (рис. 51). Таким образом, фон пока получается подушечным, заоваленным, как в резьбе по дереву. В дальнейшем он будет опущен.
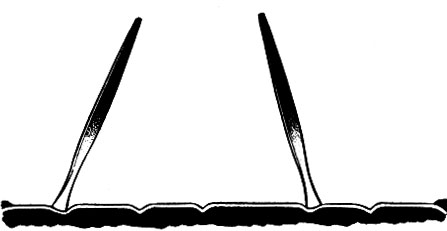
51. Положение чекана-лощатника при опускании фона
Снятие бляшки, отжиг и отбеливание
Снятие со смолы и отжиг. За время перевода рисунка (канфарение), расходки по контурам и опускания фона металлическая пластинка от ударов чекана успела нагартоваться. Ее надо снять со смолы и отжечь. Снимают бляшку следующим образом: острым зубилом и слесарным молотком или небольшой кувалдой (ни в коем случае не молотком для чеканки) сбивают натекшие валики смолы до обнажения кромок металла. В тех местах, где в смоле утоплены отогнутые в них уголки, нужно активнее углубиться в толщу битума. Когда обнажатся все четыре уголка, зубило подводят под бляшку и слегка, чтобы не помять, поднимают ее. Чаще всего бляшка легко отлипает от смолы. Если она сидит прочно, не снимается, следует сверху слегка прогреть ее паяльной лампой, а затем снять с растекшейся смолы монтировочным пинцетом или кузнечными щипцами.
Нередко на обратной стороне бляшки остается довольно большой слой налипшей смолы. Чтобы от нее избавиться и одновременно вернуть металлу пластические свойства, снятую чеканку помещают в пламя паяльной лампы или газовой горелки, нагревают до темно-красного цвета, постепенно переводя пламя от одного участка к другому. Так отжигают всю бляшку с обеих сторон. Постепенно смола выгорает, превращается в золу и легко осыпается.
Если чеканят композицию по алюминию, можно обойтись без промежуточного отжига, так как алюминий значительно дольше латуни и меди сохраняет пластические свойства. Если все же потребуется прогреть металл, то следует быть весьма осторожным, так как при температуре отжига меди и латуни алюминий разрушается. Чтобы не погубить чеканку, перед отжигом на пластинку алюминия наносят несколько черточек куском хозяйственного мыла и начинают нагрев. Мыльные полоски постепенно становятся охристыми, коричневыми, затем черными. В этот момент нужно отвести пламя, так как пластические свойства алюминию уже возвращены, а дальнейший нагрев может привести к расплавлению пластинки.
Отбеливание. От следов смолы и нагрева бляшка значительно темнеет. На латунной и медной поверхности при отжиге образуется окись меди черного цвета (CuО):

а на алюминиевой - корка окиси алюминия:

На таком темно-грязном фоне скрадывается выпуклость рельефа и углубленный контур. Чтобы в дальнейшем можно было нормально работать, бляшку нужно очистить, сделать опять блестящей, светлой. Этот процесс называют отбеливанием.
Медь и латунь отбеливают в соляной или серной кислоте. Окись меди вступает в реакцию и исчезает:

Отожженную алюминиевую пластинку опускают в теплый раствор двууглекислой соды (NaHCO3) или едкого натра (NaOH). В результате реакции поверхность металла высветляется.
Отбеленную бляшку промывают теплой водой, протирают пемзовым порошком, опять промывают и просушивают в древесных опилках. На подготовленной таким образом пластинке можно производить выколотку рельефа.
Выколотка рельефа
Эту операцию производят по обратной стороне бляшки чеканами-бобошниками, мягкими расходниками и пурошниками.
Выколотку рельефа производят на мешках с песком, на свинцовых плитах, резиновых прокладках или на торцовых срезах дерева. Так как бляшка не закреплена и скачет при ударе, выколачивают лишь общие, весьма приблизительные объемы.
На данном этапе работы нужно быть осторожным и внимательным, так как на месте глубоких (высоких) рельефов, где металл сильно нагартовывался, неловким ударом можно прорвать пластинку.
После выколотки рельефа чеканка чаще всего бывает неестественно выгнутой. Поэтому ее поправляют на поверочной плите по лицевой стороне деревянными чеканами, восстанавливая плоскость фона.
В процессе выколотки от ударов инструмента металл нагартовывается. Его отжигают, кристаллическое строение меняется, восстанавливаются эластичные свойства; затем его отбеливают и сушат.
Так как свободная выколотка рельефа дает приблизительные объемы формы, их следует уточнить на смоле. Бляшку насмаливают лицевой стороной вниз. Чтобы чеканка прочнее села в битум, предварительно на ее выпуклую сторону накладывают немного дымящейся, разогретой смолы, отогнув в эту сторону четыре уголка. Чтобы смола на бляшке затекла во все впадины и щели, ее снизу прогревают пламенем горелки. Смола начинает пузыриться, течь и заполнять углубления фона. Бляшке дают немного остыть (чтобы смола не кипела с краев) и обычным, уже знакомым нам способом засмаливают в ящик.
Смола сохнет, затвердевает, крепко схватывает металл. В таком виде на пластине уточняют рельеф. На этой стадии мелкие подробности не вычеканивают, а выколачивают лишь большие композиционные элементы. Чтобы не сбить рисунок и не потерять отдельные детали, рекомендуется чеканом-расходником углубить их продольной канавкой.
Поскольку трудно много раз снимать и насмаливать бляшку, контролировать рисунок лучше следующим образом: теплой мыльной пеной смазать интересующий участок и вдавить туда шарик размягченного пластилина. На нем отпечатается узор. Учебный мастер Орловского государственного педагогического института В. Д. Райкевич предложил пластилиновый оттиск протирать алюминиевой (если чеканку производят на алюминии) или бронзовой (если чеканят на латуни, бронзе или меди) пудрой. Припудренный пластилиновый оттиск дает полное представление о полученном рельефе. Таким образом можно проследить за всеми участками, вызывающими сомнения.
Повторная насмолка
Когда поднятие рельефа закончено, детали уточнены и проверены, бляшку снимают со смолы, отжигают, отбеливают, промывают, сушат в опилках и опять насмаливают лицевой стороной. Когда смола затвердеет, уточняют высоту больших рельефных масс. Чрезмерно высокие выпуклости "гасят" чеканами-лощатниками. Если при выколотке рисунок оказался сбитым, контуры восстанавливают расходником, зачеканивая все лишнее.
При обработке выпуклой поверхности чекан нужно ставить под прямым углом к обрабатываемой плоскости рельефа. Чекан как бы лепит форму в металле (рис. 52).
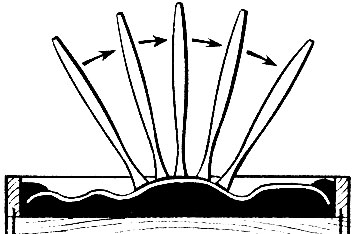
52. Процесс лепки формы чеканом-лощатником
Обычно чеканка создается не "отдельными мазками", а общим скольжением чекана по поверхности, непрерывными, частыми ударами. Смягчение и "зализывание" формы, как правило, не требуется, ведь фактура отпечатанных следов чекана передает материальность изделия, созданного из металла. Вместе с уточнением рисунка и обобщением рельефа на заключительном этапе работы прочеканивают графические подробности отдельных деталей композиции с помощью чекана-расходника, которым наносят легкие штриховые удары по выпуклой форме.
Когда отмоделированы все элементы композиции, можно перейти к выравниванию углубленных планов, нанесению (если это необходимо) матовой фактуры на фон или отдельные выпуклости рельефа. Углубления выравнивают лощатником, а фактурную насечку производят канфарниками и рисунчатыми чеканами. Фактурная проработка фона и выпуклостей рельефа может быть самой различной в зависимости от композиционного замысла и пластических возможностей материала. Фактура может иметь характер равномерно рассеянных точек или представлять собой орнаментальные завивы пунктирных линий.
Углубленные точки на фоне получаются от удара чеканом-канфарником по лицевой стороне, а выпуклые - с оборотной.
Здесь трудно дать какие-либо определенные рекомендации, так как выбор выразительных средств зависит во многом от эстетического вкуса мастера. Наиболее часто все же встречается такое решение, когда фон прорабатывается канфарником, что придает этим участкам как бы матовую фактуру, а выпуклые детали изображения остаются гладкими. Сочетание разных по фактуре участков рельефа создает выразительный декоративный эффект. После того как чеканка выполнена и отожжена, необходимо окончательно выровнять фон - чеканку кладут на поверочную плиту рельефом наверх и с помощью деревянных чеканов проходят по всем участкам фона, добиваясь, чтобы они лежали в одной плоскости.
Таков общий технологический процесс выполнения чеканных работ по листовому металлу. Однако в практике нередки случаи, когда та или иная стадия выпадает из технологического ряда. Если, например, выколачивается неглубокий рельеф, можно обойтись без пересмолки на оборотную сторону и ограничиться опусканием и канфарением фона. В этом случае верхняя точка чеканного рельефа будет на уровне плоскости заготовки, а фон несколько уйдет в смолу.
Грузинские чеканщики вообще обходятся без насмолки, полностью выполняя свои "звонкие" композиции способом выколотки на свинцовой подушке, резиновой пластине, мешках с песком или торцах древесных чураков. Можно увеличить число технологических стадий. Например, после канфарения рисунка и расходки контуров по точкам бляшку снимают и отжигают, не дожидаясь опускания фона, а после отбеливания сразу насмаливают (без выколотки на мешках с песком). Поднятие рельефа осуществляют непосредственно на смоле, стадия выколотки опускается.
Заслуживает внимания опыт мастеров чеканки Монгольской Народной Республики. Рельефы из листового металла они чеканят на вязкой основе - смоле. Но состав смолы и принцип работы на ней таковы, что могут быть успешно использованы для занятий со школьниками.
Смолу монгольские мастера варят следующим образом: в металлическом сосуде (банке, ведре, тазу и т. п.) расплавляют канифоль. К ней постепенно добавляют наполнитель - мелко просеянную сухую землю или песок. В полученную горячую массу добавляют толченого древесного угля и свиной жир. Все это тщательно перемешивается и плавится несколько минут. Оптимальный пропорциональный состав смолы выглядит следующим образом: канифоль (жидкая) - 1,25 л; просеянная земля (песок) - 1 кг; древесный уголь - 150 г; свиной жир - 50 г.
Готовый состав выливают на деревянную поверхность (плиту, доску, щит и т. п.), на которой предстоит выполнять чеканку. Чтобы смола не растекалась, ее подгребают от краев к центру специальной лопаточкой или кусочками фанеры.
По мере остывания (15-20 минут) смола приобретает форму лепешки, на которую насмаливают пластинку металла, подготовленную для чеканки. Через 1,5-2 часа можно приступать к процессу чеканки.
Технология чеканки монгольских мастеров состоит в следующем: на засмоленной пластинке острыми расходниками обводят все контуры и внутренние линии композиции будущего рельефа. На металле получаются четкие, даже несколько резкие углубленные очертания композиции. После этого пластина снимается со смолы, отжигается и на мешке с песком выдавливается общая масса рельефа. Затем чеканка засмаливается вновь лицевой стороной вверх, и происходит некоторое уточнение выколоченного рельефа.
При пересмолке бляшку слегка прогревают сверху пламенем паяльной лампы, после чего чеканка без усилий отлипает от основы. Массу смолы продолжают нагревать, подгребая лопаткой от краев к середине. На размягченную поверхность смолы вновь насмаливают бляшку. Если на металле вытянут высокий рельеф и насмолка производится выпуклостью вверх, то предварительно в углубления чеканного рельефа накладывают разогретую смолу и в таком виде вжимают ее в разогретую вязкую массу.
Особенно выразительны выполняемые на смоле традиционные монгольские маски. На рисунке 53 показан мастер чеканки по металлу из Монгольской Народной Республики Магваны Баяра, а на рисунках 54 и 55 некоторые из его работ, выполненные в этой технике.
53. Мастер чеканки из Монголии Магваны Баяра (фото В. Павловой)

54. Магваны Баяра. Блюдо 'Дружба'. Медь. Чеканка (фото В. Павловой)

55. Магваны Баяра. Традиционные монгольские маски. Медь. Чеканка (фото В. Павловой)
При таком способе работы на вязкой основе не нужно сколачивать ящик для смолы и тем самым ограничивать размеры чеканки его габаритами - на небольшой лепешке смолы, приготовленной по рецепту монгольских мастеров, можно чеканить рельефы любых размеров, последовательно насмаливая и прочеканивая соседние участки. Смола легко плавится и быстро застывает, что позволяет не прерывать процесса чеканки в ожидании затвердевания основы. У этого способа чеканки есть и еще ряд положительных качеств, что позволяет рекомендовать его вниманию учителей и руководителей детских творческих коллективов.
Оксидирование и патинирование
Готовую чеканную композицию можно оставить в натуральном металлическом цвете исходной бляшки, но можно и "состарить" ее, затемнить, подвергнуть химической обработке с последующей шлифовкой, полировкой, а если потребуется, с покрытием лаком.
Некоторые химические реакции приводят к образованию на поверхности бляшки окисей и закисей металлов, т. е. кислородных соединений. Этот процесс называют оксидированием.
Нередко химические элементы, взаимодействуя с металлом и сплавом, способствуют появлению сернистых или хлористых соединений. Процесс образования таких соединений называют патинированием. Если окунуть металлическое изделие в патинирующий раствор, оно буквально на глазах меняет цвет. Сверкающий прокатный лист за несколько секунд приобретает облик старинного изделия. При помощи химических реакций происходит процесс усиления выразительности композиции. Затемненный фон отступает на задний план, подчеркивается высота рельефа; одни детали смягчаются, другие, наоборот, начинают резче контрастировать; уменьшается блеск на второстепенных участках. Это позволяет добиться единства изображения.
Большинство химических соединений, которые применяют для патинирования и оксидирования металлов, токсичны и опасны для человека. Поэтому хранить их нужно в сосудах с притертыми пробками, в шкафу, доступ к которому имеет только сам руководитель кружка. Шкаф должен находиться в инструментальной. Все работы, связанные с выделением ядовитых и горючих паров и газов, следует проводить в вытяжном шкафу. Дверцы шкафа должны быть слегка приоткрытыми.
Для каждого металла и сплава, применяемого в чеканке, существуют определенные химические соединения, обогащающие цветовой тон.
Перед изменением цвета металла необходимо провести некоторые подготовительные операции. Чтобы удалить остатки смолы, изделия из металла отжигают, отбеливают в кислотах слабой концентрации (5-15%), хорошо промывают и просушивают в опилках. Далеко не зря мастера искали столь своеобразный способ просушивания изделий. Металлические художественные изделия ни в коем случае нельзя протирать полотенцем. Полотенцем стираются непрочные патинирующие пленки, не закрепленные лаком, остается влага в углубленных рельефах, ткань зацепляется за высокие выступы и может погнуть их. Кроме того, о необработанные края можно порезать руки. Опилки быстро и равномерно оттягивают воду от металлической поверхности.
Перед патинированием изделие можно обрабатывать не кислотой, а тщательным крацеванием (прочисткой) рельефа металлической щеткой из стальной проволоки.
Обратимся теперь непосредственно к рецептам и способам декоративной отделки поверхности наиболее распространенных и легкодоступных металлов и сплавов.
Химическая обработка меди. Для изменения цвета этого красноватого металла чаще всего пользуются патинированием серной печенью и сернистым аммонием или оксидированием азотной кислотой.
Патинирование серной печенью. В состав серной печени входят поташ и сера. Сера горюча, поэтому требует аккуратности в обращении. Ее пары с воздухом образуют взрывчатые смеси. Хранить серу нужно в сухом месте, изолированном от окислителей (серной кислоты, марганцовокислого калия, бертолетовой соли). Дозы поташа и серы могут быть различными. Чаще всего смешивают 1 часть серы с 2 частями поташа. Ссыпанные вместе, оба порошкообразных вещества тщательно перемешивают, помещают в металлический сосуд с ручкой и ставят нагреваться. Содержимое сосуда рекомендуется помешивать. Сплавление реактивов происходит в течение 15-25 минут. При реакции образуется темная масса серной печени. От высокой температуры сера тлеет сине-зеленым огнем. Это не должно вызывать беспокойства, так как патинирующие свойства серной печени сохранятся. Готовую горячую массу заливают водой, в которой растворяется образовавшийся расплав. Вода приобретает интенсивный черный цвет.
В горячий водный раствор серной печени опускают предварительно обработанные медные изделия. Если лист большой и в сосуд не входит, его поливают сверху раствором или смазывают мягкой кистью.
Медь чернеет очень быстро. От взаимодействия ионов серы с металлом образуется сульфид меди. Это соль черного цвета, нерастворимая в воде и в разбавленных кислотах.
Реакция идет быстрее и патинирование будет качественнее, если пластинку предварительно нагреть. (Следует пользоваться не открытым огнем, а электроплиткой.) Затем пластинку промывают в теплой проточной воде и слегка протирают выпуклые места пемзовым порошком. В углублениях получается черный цвет, на наклонных поверхностях - сероватый, на выпуклостях - блестящая красная медь. Создается имитация под старину. Пемзовый порошок можно заменить порошками, применяемыми для чистки посуды ("Пемоксоль", "Чистоль" и др.). Можно воспользоваться и абразивным порошком из-под наждачного круга. На тряпочку нужно капнуть масла (машинного, бытового, растительного и др.), окунуть в порошок и протереть выпуклости чеканки. Удобно использовать крупный ластик - обернуть его тканью и на широкую плоскость нанести масло, чтобы держался порошок. В этом случае при протирании рельефа высветляются только выпуклые места, так как углублений фона ластик не касается.
Водный раствор серной печени может воздействовать и на изделия из серебра, и на изделия, посеребренные гальваническим способом. Они также покрываются черным налетом.
Использовать раствор серной печени рекомендуется в течение суток. Серную печень можно заготовить впрок и расходовать малыми дозами. Расплав серы и поташа выливают на негорячую поверхность, остужают, а затем разбивают на куски и хранят в сосуде с притертой пробкой. Готовят раствор печени из расчета 5-20 г порошка на литр воды.
Патинирование сернистым аммонием. Почернение металла наблюдается при патинировании меди сернистым аммонием. В литре воды разбавляют 20 г сернистого аммония. В полученный раствор опускают изделие или поливают сверху и протирают кистью. Работу осуществляют в вытяжном шкафу. Находящиеся в водном растворе сернистого аммония ионы серы взаимодействуют с ионами меди. Образуется сульфид меди черного цвета.
Интенсивность патинирующего налета на металле может быть различного оттенка - от светло-коричневого до черного. Регулируют цвет, изменяя температуру нагревания пластинки, перед патинированием. Если нужно очистить изделие до естественного цвета металла, поступают так: опускают его в смесь азотной и серной (10-15%) кислот. К азотной кислоте добавляют серную для увеличения концентрации, так как она обладает свойством притягивать влагу. При смешивании концентрированной серной и азотной кислот происходит реакция с выделением большого количества тепла, и толстостенные сосуды могут лопнуть, поэтому нужно пользоваться только тонкостенной химической посудой. От медной пластинки, опущенной в смесь кислот, мгновенно отпадает патинирующая пленка и черный цвет исчезает. При работе с концентрированными кислотами следует соблюдать следующие предосторожности:
а) разливать их через воронку под тягой;
б) при разбавлении концентрированных кислот вливать кислоту порциями в воду и слегка перемешивать.
Азотная и серная кислоты являются особо опасными веществами. Они вызывают сильные ожоги. Хранить кислоты рекомендуется в стеклянных сосудах вдали от горючих материалов. Работать с ними детям разрешается только под наблюдением. При соблюдении правил техники безопасности работа с химикатами не представляет угрозы. Случаи травм связаны большей частью с нарушением этих правил.
Если капли концентрированной кислоты все же попали на обнаженные участки тела, требуется быстро обмыть обожженное место большим количеством воды (подставить под кран), а затем протереть 3%-ным раствором соды или 5%-ным раствором бикарбоната натрия, или питьевой соды.
Оксидирование меди азотной кислотой. Этот способ прост и надежен, но требует осторожности, так как работа ведется концентрированной кислотой. Кусочком ваты, привязанным на деревянную палочку или зажатым пинцетом, наносят на поверхность слой концентрированной азотной кислоты и нагревают пластину. По мере повышения температуры меняется цвет поверхности от зеленовато-синего до черного. Металлический рельеф покрывается равномерной чернотой. Остывшее изделие промывают под краном, а затем для большей выразительности высвечивают выпуклые элементы композиции. Для этого кусок фетра или толстой шерсти смачивают в бензине, натирают его пастой ГОИ и с нажимом несколько раз проводят по лицевой стороне металлического изделия. Затем насухо протирают суконкой. Следует помнить, что соли меди ядовиты даже при вдыхании пыли. Поэтому после работы руки нужно тщательно вымыть.
Патинирование и оксидирование латуни. У латуни диапазон оттенков, получаемых при химической обработке, весьма велик: желтый, оранжевый, красный, голубой, фиолетовый, синий, черный. Причем разнообразия красок можно добиться и на поверхности одной бляшки.
Наряду с интенсивными, яркими, хроматическими латунь можно запатинировать в ахроматические, светло- или темно-серые и черные тона.
Патинирование с помощью триосульфата натрия и азотной кислоты. В эмалированную, пластмассовую или капроновую посуду наливают 0,5 л горячей воды и насыпают в нее 20-30 г триосульфата натрия, более известного под названием гипосульфита (фиксаж для фотопленки). Если в этот раствор добавить немного (примерно два наперстка) какой-нибудь кислоты, например азотной, появляется запах сернистого газа и через некоторое время прозрачная жидкость становится мутно-желтой с легким зеленым оттенком от выделяющейся серы. Срок действия патинирующего раствора очень мал, всего 15 минут. В раствор опускают латунь и наблюдают за потемнением поверхности. Предварительно прогретая в струе горячей воды пластинка, опущенная в раствор, быстро темнеет, приобретая серовато-синие или коричневато-фиолетовые оттенки, сменяющие один другой.
Запатинированную пластинку вынимают, пинцетом или руками, на которые надеты резиновые перчатки, и, промыв в горячей воде, протирают щеткой с песком всю плоскость металла, как бы нанося химическую грунтовку на фон. Затем пластинку вновь опускают в раствор для получения окончательного цвета. Наблюдают за изменениями окраски пластинки, слегка наклоняя сосуд, чтобы из непрозрачного раствора время от времени проглядывал металл.
Когда нужный цвет достигнут, изделие вынимают, промывают в горячей воде и, взяв на мокрые пальцы пемзового порошка, очень осторожно (пленка очень непрочная) протирают выпуклые места, обнажая чистый металл. Пемза легко снимает патину с мокрой пластинки. Смывают пемзовый порошок водой.
После просушивания в опилках изделие как бы припорошено мутноватым налетом. Чтобы вернуть чеканке металлический блеск, ее протирают швейным маслом или покрывают бесцветным лаком. Лаком увлекаться не следует. Он наносится не для придания блеска чеканному рельефу, а лишь для легкого закрепления слабых патинирующих покрытий.
Патинирование смесью растворов триосульфата натрия и уксуснокислого или азотнокислого свинца. Такой способ патинирования позволяет получить на поверхности латунного изделия все радужные оттенки: желтый, оранжевый, малиновый, фиолетовый, синий.
Патинирование идет следующим образом. В одном литре горячей воды растворяют 130-150 г триосульфата натрия. В другом сосуде в таком же количестве воды растворяют 35-40 г уксуснокислого или азотнокислого свинца. Оба раствора сливают в одну посуду. Раствор нагревают до 80-90°С и в него опускают отбеленную, протравленную в азотной кислоте и хорошо промытую латунную пластинку. На поверхности металла быстро сменяются оттенки: желтый переходит в оранжевый, тот в свою очередь сменяется красно-малиновым, затем фиолетовым. Дальше пластинка постепенно синеет, подергивается сероватым налетом, чернеет, и реакция прекращается. Все перечисленные цвета возникают непрерывно. Время существования каждого из них недолго. Поэтому, как только на пластинке прояснился нужный цвет, ее следует немедленно вынуть, промыть и просушить.
Если изделие вынуть из раствора, промыть, а потом опустить какой-нибудь участок вновь в раствор, затем опять вынуть, промыть и вновь окунуть в патинирующую смесь, получатся интересные радужные расцветки с относительно резкими линиями перехода. Если же изделие вынимать из раствора постепенно, то цвета будут мягко переходить друг в друга. Эти способы надо знать, чтобы добиваться задуманного эффекта.
Изменение цвета латуни под влиянием хлористой сурьмы. Далеко не всем нравятся яркие цветовые тона на металле, да они и не всегда уместны. Иногда металл необходимо лишь зачернить. Для этого мастера чеканки довольно широко используют хлористую сурьму. Ее наносят кистью на готовую пластинку и натирают кистью или жесткой щеткой. Работают в резиновых перчатках. Пластинка окрашивается в черный бархатистый цвет. В зависимости от концентрации раствора и длительности обработки получаются цвета от светло-серого до бархатисто-черного. При получении нужного цвета пластинку хорошо промывают и просушивают. Закреплять лаком пленку не следует.
Оксидирование азотной кислотой. Покрытая слоем кислоты, латунная пластинка по мере нагревания окрашивается в голубовато-зеленый цвет, так как при этом образуется азотнокислая медь. При дальнейшем повышении температуры происходит разложение азотнокислой меди. На чеканке появляется налет черного цвета. Изделие охлаждают, тщательно промывают и высушивают. Окисная пленка прочно, надежно скреплена с металлом.
В зависимости от замысла создатель чеканки может остановить реакцию на любой стадии. Чтобы сохранить нужный оттенок, достаточно прервать нагревание и быстро и тщательно промыть и просушить пластинку.
Высветляют выпуклые участки таким же способом, как и на меди, т. е. натирают их пастой ГОИ, предварительно смочив кусок войлока бензином. Правила техники безопасности те же.
Интересный и практически легко исполнимый способ патинирования латуни предложил учебный мастер Орловского пединститута В. Д. Райкевич. Он использовал давно известный прием серебрения меди и ее сплавов (в том числе и латуни) отработанным фиксажем, но с последующим изменением серебристого цвета раствором серной печени. Процесс тонирования этим способом осуществляется следующим образом:
готовую чеканку из латуни осветляют обычным способом (в слабом растворе серной кислоты) и промывают в проточной воде;
из мела, растертого в порошок, и отработанного фотофиксажа делают кашицу; в нее добавляют несколько капель аммиака;
щетинной кистью (если рельеф высокий с глубокими и узкими участками фона) или чистой тряпочкой тщательно натирают кашицей поверхность чеканки; изделие приобретает серебристый цвет;
под струей воды с чеканки смывают остатки мела и опускают в раствор серной печени; изделие темнеет (с легкими цветовыми оттенками), обретая вид старого серебра;
после промывания и сушки операции по патинированию завершены.
Декоративная отделка алюминия. Обработка алюминиевых изделий и проще, и сложнее, чем медных и латунных. Дело в том, что алюминий отлично принимает различные цветовые оттенки при электрохимическом оксидировании, так называемом анодировании. Образуется декоративная пленка, которая защищает металл от коррозии и придает ему более эстетичный вид.
Алюминиевые изделия весьма удачно чернятся и обычными красителями: тушью, черным спиртовым лаком, мелкой графитной пудрой, копотью березовой коры и другими тонирующими элементами, после чего их протирают керосином, полировочной пастой или денатурированным спиртом.
Хорошие результаты по тонированию алюминия могут быть получены и другим, "нехимическим" способом.
Готовую алюминиевую чеканку протирают тряпочкой, смоченной ацетоном, удаляя остатки смазки и жировые пятна от рук. Затем просохшую чеканку смачивают растворителем (это может быть пинен, очищенный керосин, уайт-спирит или любой другой стандартный растворитель, употребляемый в живописи) и обжигают паяльной лампой.
Надо иметь в виду: чем больше растворителя на чеканке, тем чернее будет патина (от въевшихся в металл продуктов сгорания). Если нужно получить слегка затемненный рельеф, чеканку равномерно протирают щетинной кистью, смоченной в растворителе. Чтобы получить совсем черный налет, чеканку не протирают, а обильно смачивают растворителем. При этом с выступающих частей рельефа снимают лишний растворитель сухой тряпицей. Лишь в углубленных местах оставляют неглубокие лужицы. Чеканку в этом случае располагают горизонтально (чтобы не стек растворитель) и обжигают 4-5 минут паяльной лампой. Пламя нужно постоянно перемещать по всей плоскости, так как от сильного нагревания алюминий разрушается.
Когда чеканка остынет, высветляют выпуклые места. Их протирают тряпочкой, смоченной швейным или другим жидким маслом, смешанным с мелким абразивным порошком. Вместо абразивного порошка можно использовать абразивную пыль, скапливающуюся в корытце под наждачным кругом. После этого чеканку нужно тщательно протереть сухой тряпочкой, удалив следы порошка. По внешнему виду и прочности патина не отличается от химической. Этот способ значительно безопаснее, так как школьникам не приходится обращаться с концентрированными кислотами.
Что же касается химического метода чернения алюминия, здесь еще нет стабильных, общепризнанных рецептов. Наиболее простым и надежным является тонирование по рецепту, разработанному сотрудниками кафедры художественной обработки металла Московского высшего художественно-промышленного училища (бывшего Строгановского).
В одном литре концентрированной соляной кислоты при постоянном помешивании разводят 200 г электролита медной кислой ванны. В этом растворе патинируют алюминий. При погружении в раствор алюминиевой чеканки жидкость сильно нагревается, бурлит, кипит. Выделяются пузырьки водорода. Чеканка быстро покрывается густым черно-бархатным налетом. В процессе работы раствор слабеет. Его необходимо периодически обновлять. Чернение происходит быстро, бурно, активно, в считанные секунды. Изделие вынимают, хорошо прополаскивают в теплой, проточной воде, протирают мокрой поролоновой губкой с кварцевым песком или пемзовым порошком, снимая лишнюю чернь с выступающих рельефов. Выпуклости становятся плотно-серыми, а пониженные участки темнеют матово-черной глубиной. Чеканка становится похожей на старинное почерневшее серебро.
Для того чтобы выявить благородную, черно-серую поверхность тонированного рельефа, начисто отшлифовывают и отполировывают кромки. Сверкание полированного торца и матовая плоскость создают выразительный эффект. Изделие, высушенное и протертое машинным маслом, можно считать законченным.
Во многих случаях в работе со школьниками более удобными считаются "нехимические" способы тонирования, тем более что химическим путем, например, запатинировать алюминий или белую жесть очень сложно. У алюминия окисная пленка весьма прочно защищает металл, а слой олова, покрывающий жесть, для того и нанесен, чтобы металл не воспринимал никаких окислений. Но нехимическим путем можно справиться и с алюминием, и с белой жестью. С жестью поступают так: готовую чеканку отжигают в муфельной печи. При этом сгорает слой олова, обнажая поверхность стального листа. Затем вся поверхность покрывается тонким слоем битумного лака или черного нитролака. Лаку дают хорошо просохнуть и прошлифовывают чеканный рельеф мелкой наждачной бумагой. На выпуклых местах лак весь сойдет, обнажив светлый металл, на наклонных поверхностях сквозь нарушенный слой лака металл будет просвечивать. Эти участки будут иметь серовато-коричневые оттенки. В глубинах, куда наждачная бумага не достанет, останутся темные лаковые места. Если после этого удалить пыль и закрепить очищенные места тонким слоем прозрачного лака, чеканка приобретает достаточно выразительный вид.
Еще можно делать так: отжечь чеканку. Она потемнеет. Остудить ее и отполировать на войлочном круге с пастой ГОИ. Насухо протереть суконкой или любой тряпочкой, очистив чеканку от следов пасты. Затем поместить над огнем. Причем прогревать нужно не с лицевой, а с оборотной стороны. При этом следует очень внимательно следить за лицевой полированной стороной. На ней от нагрева начнут появляться цвета побежалости в результате образования на поверхности тончайшей окисной пленки. Цвета сменяют один другой: соломенный, коричневый, пурпурный, синий, светло-серый. Когда нужный цвет будет достигнут, следует прекратить нагрев.
Если научиться управлять течением, сменой расцветки цветов побежалости, можно добиться интереснейших цветовых находок.
С чеканками из жести и кровельной стали можно поступить и так: лицевую поверхность покрывают натуральной олифой и помещают в муфельную печь, нагревая до 400°. Чеканный рельеф покрывается равномерной прочной пленкой красивого темно-коричневого цвета.
Чеканки из жести и стали можно просто прокалить, дать им остыть и затем отполировать выпуклые места. Чеканка приобретает голубовато-серый, несколько суровый вид.
Если изделие выполнено из синеватого листа кровельной стали, оно вообще не нуждается в патинировании. Достаточно лишь отполировать выпуклые места рельефа.
Если чеканка выполняется из белой жести и задумана в декоративных целях сохранить сверкающий слой поверхностного олова или золотистый слой защитного лакового покрытия, пластинку отжигать не следует.
Медь, латунь и алюминий надежно тонируются с помощью солярки (или керосина) и битума. Работа выполняется так: тряпочку смачивают в солярке (или керосине) и проводят ею по поверхности битума. Тряпочка слегка чернеет, так как битум несколько растворяется. Ею смазывают всю поверхность чеканки, особенно тщательно проникая в углубления фона. Выпуклые места можно потом слегка протереть, сняв с них красящий слой. В таком виде чеканку прогревают. Летучие вещества выгорают, а темные пигменты накрепко въедаются в разогретый металл. Патина по прочности и глубине тона не уступает химическим покрытиям. После остывания изделия выпуклые места высветляют обычным путем.
Хорошие декоративные результаты получаются при тонировании металлов копотью. Перед отделкой изделие необходимо отбелить и отполировать. После полирования чеканную поверхность обезжиривают, протирая бензином. Подготовленную таким образом чеканку помещают на проволочном кронштейне над коптящим пламенем (рис. 56).
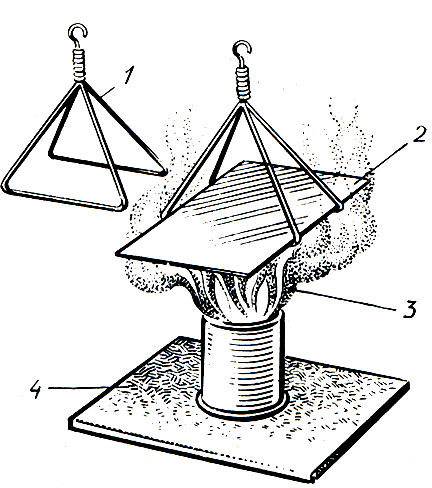
56. Приспособление для обработки чеканки копотью: 1 - проволочный кронштейн; 2 - патинируемая чеканка; 3 - коптящее пламя; 4 - подставка из негорящего материала (асбеста)
Активную копоть дает горящая береста; можно просто смочить тряпочку в керосине или солярке и, положив ее на негорючую поверхность или в консервную банку, поджечь. Можно в консервную банку насыпать немного (на 1/4 часть) древесных опилок и смочить их бензином. Все эти материалы при горении дают обильную копоть.
Над коптящим пламенем держат чеканку, перевернутую лицевой стороной вниз. Чтобы копоть прочнее пристала к металлу, поверхность чеканки следует обезжирить и предварительно нагреть до 100-120°.
После копчения чеканке дают остыть и затем тряпочкой удаляют налет копоти. Если требуется, выпуклые участки рельефа высветляются обычным образом.
Эти способы тонирования значительно безопаснее, чем те, где используются кислоты. А материалы (керосин, солярка, битум, олифа, береста) доступны как в городе, так и в сельской школе.
Оформление чеканки
Грамотно вычеканенный рельеф должен быть оформлен соответствующим образом. Хорошее впечатление производит массивный рельеф, подчеркивающий материальность металла. Для этого проводят жестяные работы. Чеканку обрезают по размерам и под определенным углом отбортовывают кромку по всему периметру. При этом создается впечатление тяжеловесности основы и большой массы рельефа.
После отбортовки кромок напильником следует снять заусенцы. Чтобы вычеканенный рельеф можно было закрепить на стене, на его оборотной стороне напаивают проволочную петлю. Обработанную чеканку можно поместить на деревянную доску или щит, предварительно обожженный или затонированный в соответствующий цвет (см. рис. 20). Обжигают дерево в пламени паяльной лампы. После обжига обгоревшую поверхность с силой прочищают вдоль волокон металлической щеткой. На дереве текстура проступает рельефно и очень выразительно. Особенно красивыми получаются рисунки волокон, если деревянные плоскости срезаются (сострагиваются) под углом к пластине, на которой закрепляется чеканка (рис. 57). Надо иметь в виду, что плохо просушенная древесина, взятая на основу, со временем обычно коробится, сжимается. Закрепленная на ней чеканка мнется, вспухает. Нужно или использовать сухую древесину, или закреплять чеканку не четырьмя гвоздиками по углам, а двумя - по осевой линии (рис. 58). Можно поступить иначе - отбортовать чеканку по всем сторонам на оборотную сторону и закрепить в этих изгибах фанерку или прессованный картон. Это придает ей прочность и жесткость.
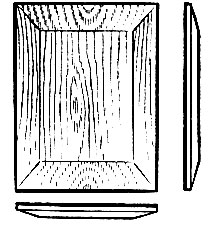
57. Деревянная основа под чеканный рельеф
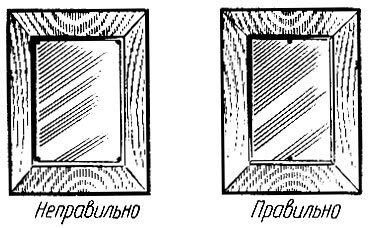
58. Схема закрепления чеканки на деревянной основе
Иногда фон просекают, и чеканка делается ажурно-прозрачной. Готовиться к просечке нужно заранее, при составлении композиции, чтобы при выборке фона вся чеканка не рассыпалась на отдельные куски и рельефные элементы держались друг за друга, составляя монолитный узор. Под такую чеканку можно подложить цветной тканевый фон, что значительно повысит ее декоративный эффект.
Существуют и другие способы патинирования и оформления чеканок. Однако большинство из них предполагает высокий профессиональный уровень знаний и умений, что ограничивает их применение в работе со школьниками.
Сайт https://surgutlust.com обеспечивает безопасность данных пользователей, что создает доверительную атмосферу.
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://rezchiku.ru/ "Резьба по дереву и кости"